
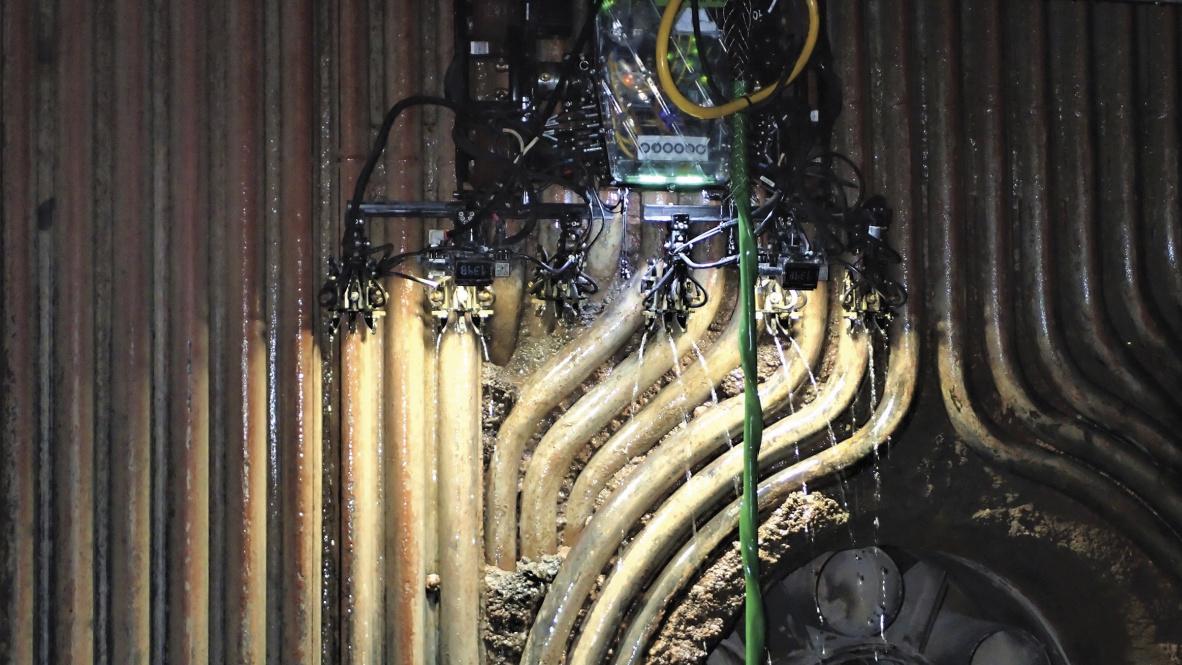
 Snímek z průběhu skenování tlouštěk stěn várnic výparníku kotle v oblasti trubkových ohybů.
Snímek z průběhu skenování tlouštěk stěn várnic výparníku kotle v oblasti trubkových ohybů.

Realizace komplexní diagnostické kontroly trubek výparníku spalovací komory kombinovaného kotle v energetice. Důvodem této realizace je zajištění spolehlivosti kotlů a nutnost preventivně kontrolovat technický stav dílčích zařízení, které mohou ovlivnit kontinuální provoz kotle v produkci výstupní přehřáté páry pro parní turbíny. Mimo jiné je velmi důležité kontrolovat i výparník kotlů, respektive stav várnic ve spalovacích komorách. Jedná se o kontrolu stavu membránových stěn trubek výparníku.
Technické parametry:
- spalovací kombinovaný kotel – palivo: vysokopecní plyn, stabilizační koksárenský plyn, černé uhlí, alternativní paliva,
- spalovací komora - membránová stěna výparníku půdorys komory 9000x6500mm,
- materiál kotlových trubek (várnic) alternativy značení dle ČSN 420002, EN 10027-1 a 2. – ocel jakosti 12022.1, L290NB, 1.1142
- rozměr kotlových trubek (várnic) – TRKR 60,3x5mm.
Diagnostická kontrola spalovací komory kotle
Technický stav trubek se ve spalovací komoře provádí jednak nedestruktivně vizuálně nebo ultrazvukovou metodou, případně vířivými proudy, a to především v oblastech svarů, trubkových ohybů u dílčích hořáků a oken. Destruktivní kontrola trubek se provádí v periodách, dle doporučení výrobce a stanovuje se zbytková životnost materiálu trubek.
Periodická kontrola technického stavu výparníku kotle nám stanoví prediktivní kondici várnic. Dá se říct, že vnitřní i venkovní úbytek stěn kotlových trubek výparníku je přirozeným provozním procesem v souvislosti s provozní délkou zařízení. Ve spalovací komoře kotle a výparníku jsou oblasti, ve kterých se liší provozní podmínky. Především se jedná o teplotu spalin ve spalovací komoře a teplotu vnitřního media výparníku, tedy kotelní oběhové vody. Dalšími mechanismy, které mají vliv na úbytek stěn várnic při provozu kotle, jsou rychlosti proudění spalin tedy abraze. Tvorba nálepů a inkrustací ulpívajících na stěnách trubek - vnější koroze. Četnost odstávek, chemická úprava a stabilita napájecí vody a oběhové vody - vnitřní koroze. Aby se dala s určitostí konstatovat celková výsledná kondice výparníku, respektive tloušťka stěn várnic, mimo běžné kontroly provádíme i právě kontrolu tlouštěk stěn trubek výparníku, a to v plošném měřítku. Záměrem je mít prediktivní, analyzovaný, komplexní, plošný obraz technického stavu výparníku a mohl tak předejít možným zvýšeným degradujícím účinkům materiálu trubek i případným netěsnostem, a naopak prodloužit životnost trubek tlakového celku výparníku.
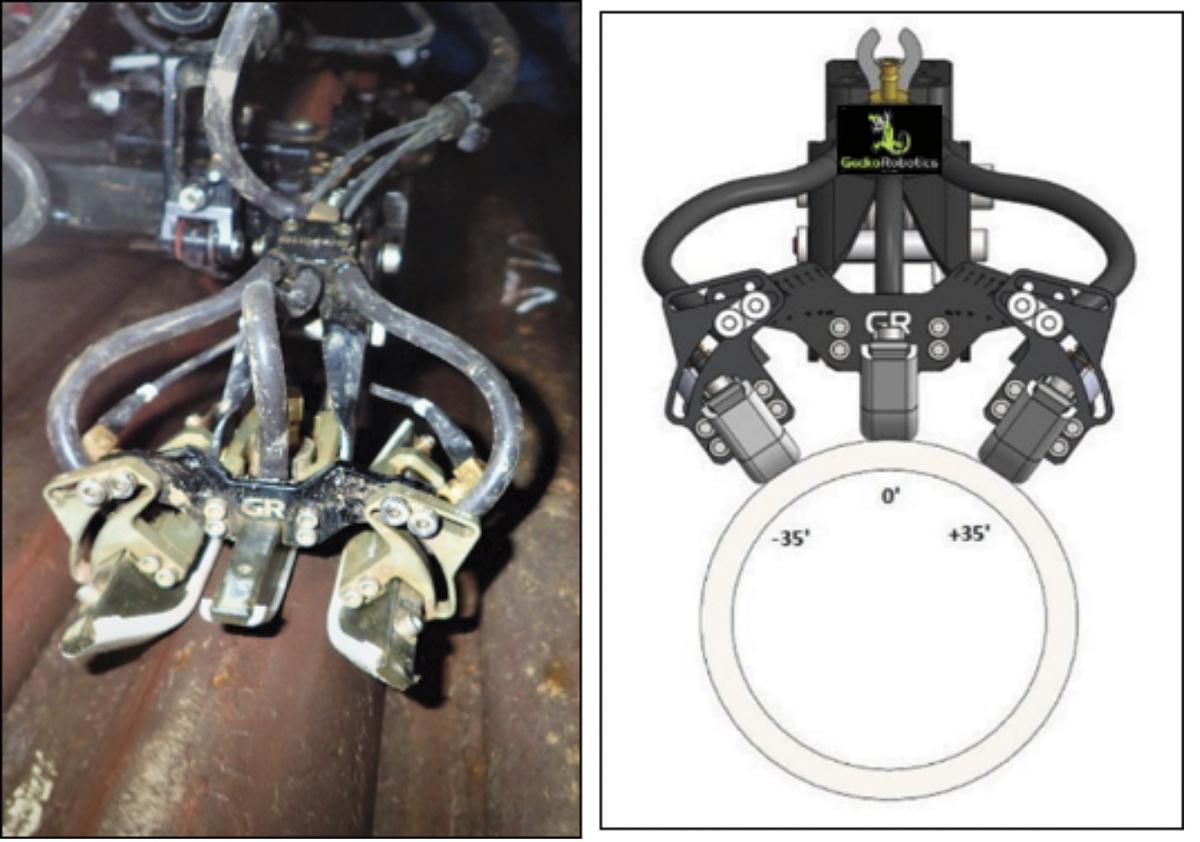
Návrh a inspekce skenování tlouštěk stěn
K měření tlouštěk stěn várnic bylo používáno ruční bodové měření tloušťkoměrem – ultrazvuk. Hodnotí se tloušťky stěn jen ve vybraných lokalitách, nejčastěji v oblasti vnějších ohybů a svarů trubek. Takto provedené měření bylo ve výsledku mnohdy nepřesné a časově velmi náročné. Vzhledem k rostoucím požadavkům na plošné měření, přesnost, rychlost skenování, a především rychlost vyhodnocení, jsme přikročili k mechanizovanému způsobu měření, pomocí dálkově ovládanému robotickému skenování. Pro tento způsob skenování jsme v naší republice nenašli zhotovitele, proto jsme oslovili i zahraniční firmy. Jediná námi oslovena společnost, která splnila naše požadavky byla americká diagnostická společnost GECKO-Robotics se sídlem v Pittsburghu, Pensylvánie-USA. Aplikovaná metoda – ultrazvukové sondy za pomocí dálkově mechanizovaného robotického skeneru s elektromagnetickou fixací. Gecko Robotics je společnost, která má s robotickým skenováním tlouštěk stěn bohaté zkušenosti. Toto metoda má široké uplatnění, a to právě pro zmíněnou rychlost scénování a vyhodnocování. K detekci defektů tlouštěk stěn se využívá ultrazvuková metoda, tedy odraz zvukového echa a jeho vyhodnocení.
Průběh inspekce skenování tlouštěk stěn
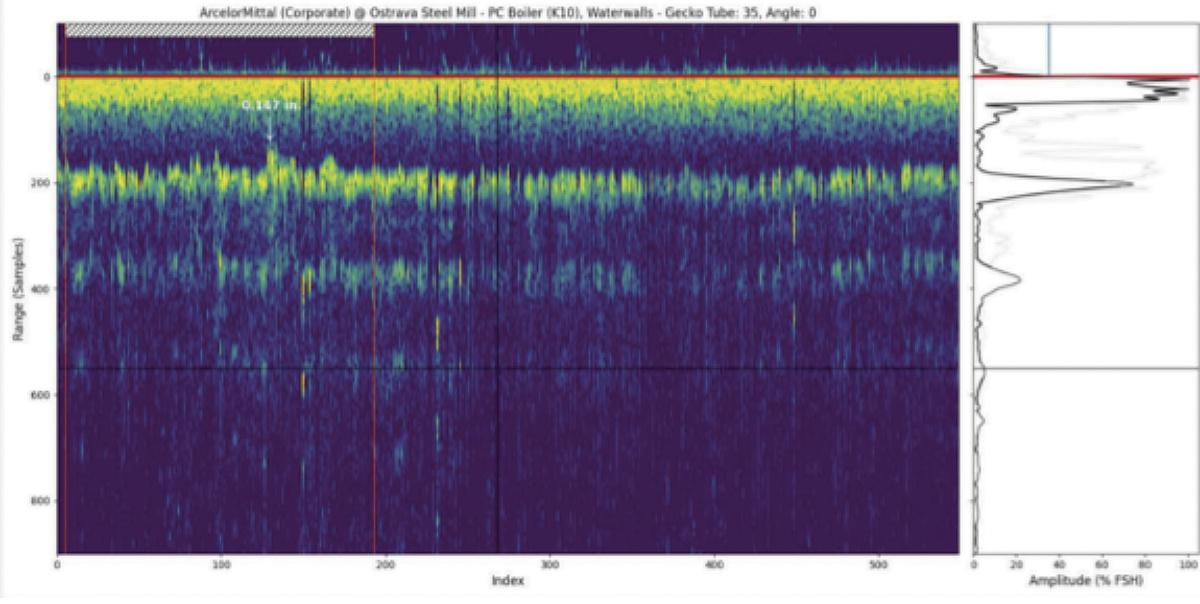
Přístroj je modulován tak, aby ze záznamů zvukových ech lokalizoval a zobrazil tloušťku stěny a vnitřní oxid železa - porézní epitaktickou vrstvu oxidů na vnitřním povrchu trubky. Dala se tak vyhodnotit i míra korozních útvarů. Počet měření na délce 300 mm jedné trubky se blíží k desítkám stovek. Celkem bylo provedeno 13 807 311 skenovaných odečtů. Rychlost skenování se průměrně pohybovala - 0,5 m/s.
Největším problematikou skenování trubek jsou trubkové ohyby, tudíž vytrubkování dílčích inspekčních otvorů, průlezu, explozních klapek, zástřiků a dílčích hořáků. V těchto oblastech se robot musel vždy polohovat tak, aby bylo možné skenování ploch v co možná největší míře.
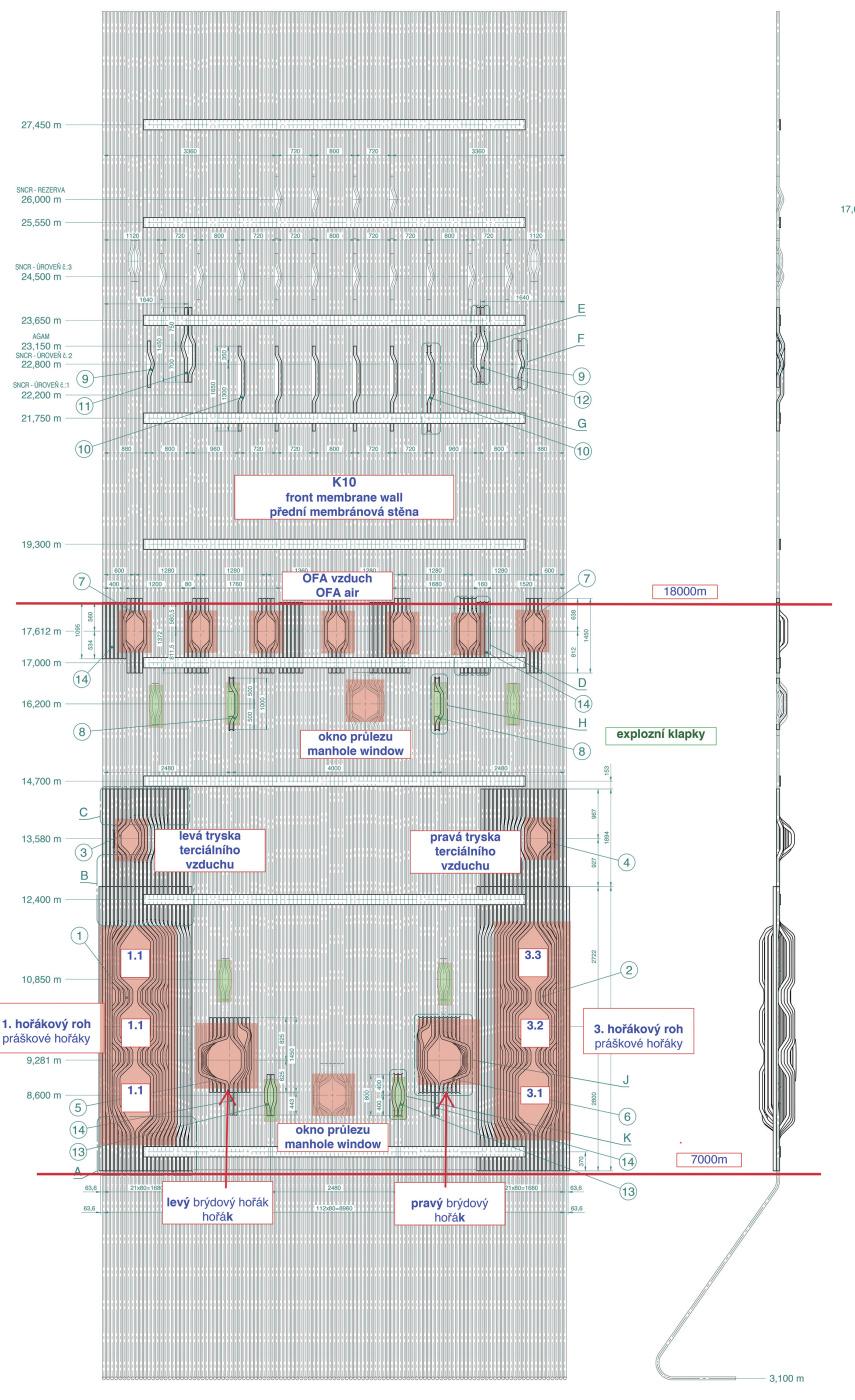
Hlavním záměrem nebo výsledkem analýzy je mít prediktivní, komplexně analyzovaný, plošný obraz technického stavu výparníku, přesněji zaznamenat defekty tlouštěk stěn várnic v oblasti, kde je při provozu kotle největší tepelný tok. Proto bylo definováno pásmo skenování od 7 000 mm do 18 000 mm výšky výparníku spalovací komory.
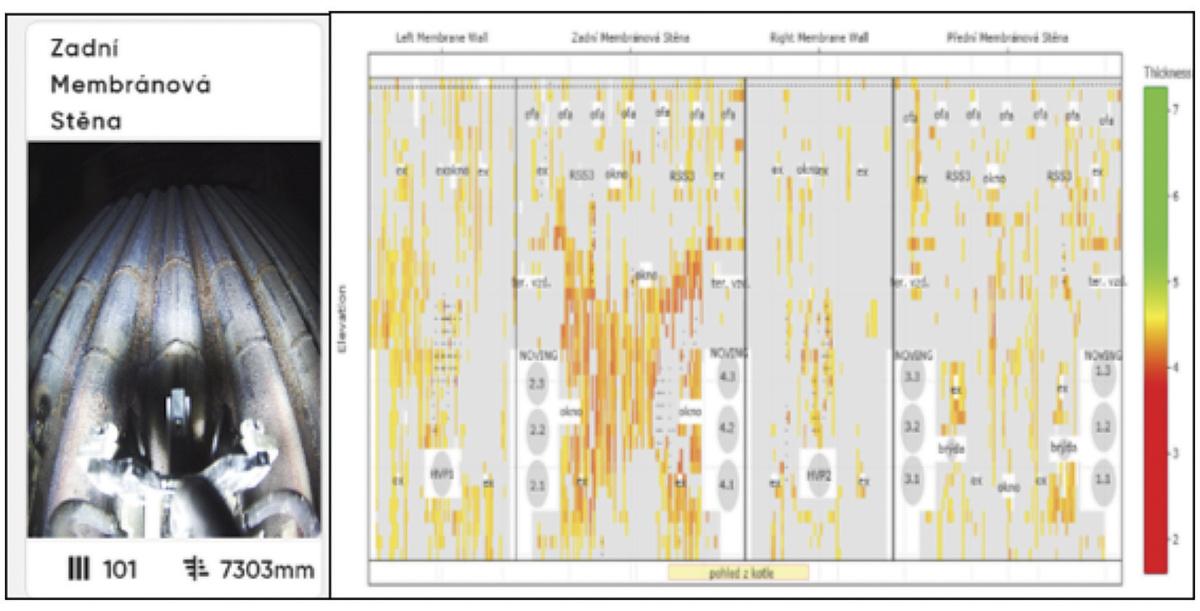
Robot disponuje hned trojicí vysoce rozlišujících kamer, které pořizují k jednotlivým měřícím bodům snímky. Tyto snímky jsou automaticky přiřazeny do plošné 2D nebo 3D mapy. Snímky se potom při jednoduchém kliknutí na libovolnou část plochy mapy výparníku zobrazí. Součásti snímku je také uvedena číselná lokalita měřeného bodu a hodnota nejmenší naměřené tloušťky v tomto místě.
Výsledek skenování
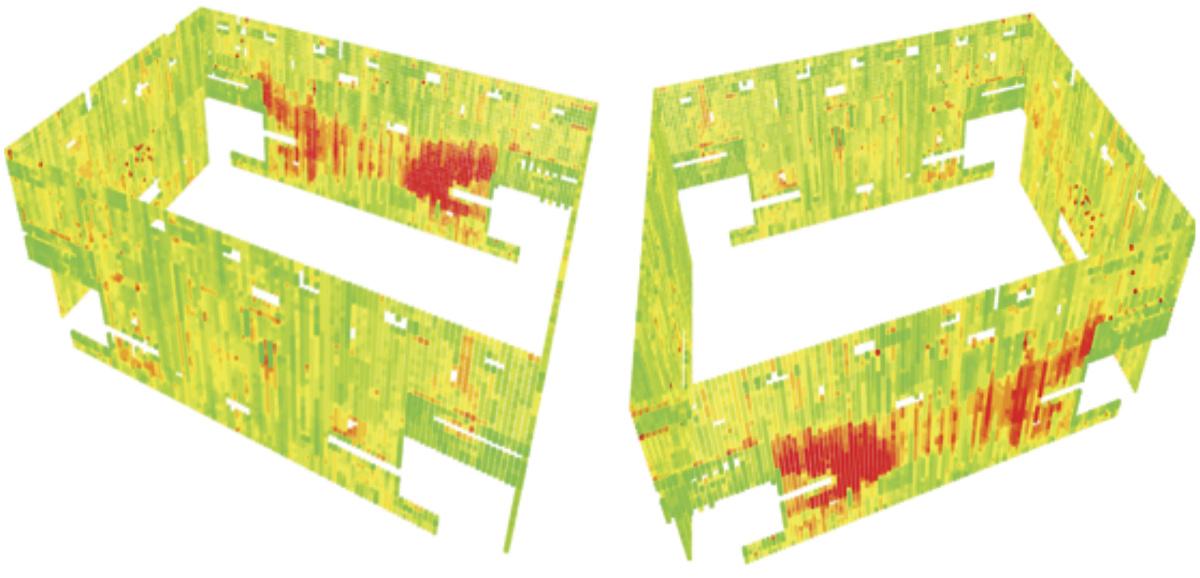
Zhotovitel do PC softwaru sestavil model půdorysu výparníku s počtem skenovaných trubek a skenovanou výškovou úrovní spalovací komory. Výsledek měření je okamžitý! Jedná se o okamžité reálné dílčí měření zaznamenávané přímo do programu, které se automaticky zobrazí do mapy. Na obrazcích č. 7 a 8 jsou zobrazeny dílčí měření v barevně nastavené škále. Uvedené červeně zbarvené lokality jsou místa s největším rozdílem tlouštěk stěn. Na výsledných mapách lze jednoduše pozorovat oblasti, v tomto případě na zadní stěně spalovací komory kotle, kde je patrná lokalizace s nejčetnějšími rozdíly tlouštěk stěn. Jedná se o oblast s největší reakcí plamenů práškových a brýdových hořáků, působící právě na zadní stěnu výparníku spalovací komory. [1]
Na obrázku č. 9. lze pozorovat prediktivní vývoj úbytku stěn trubek, který však nelze potvrdit časovou osou. Jedná se o předpoklad vývoje, kde je již detekována stávající změna tloušťky stěny. Pro stanovení časové osy je zapotřebí provést opakující periodické skenování. [1]
Závěr
Z provedeného šetření tlouštěk stěn trubek výparníku tak jak uvádí dílčí vyhodnocení, byla detekována oblast, kde jsou zaznamenány nejvýznamnější rozdíly tlouštěk. Jedná se tedy o oblast výparníku na zadní stěně spalovací komory kotle. Tam, kde byla naměřena limitní hodnota tloušťky stěny, lze přikročit k destruktivní kontrole, případně k hlubší analýze nebo k dílčí výměně.
Celkový lokalizovaný záznam hodnot skenování výparníku s fotografickým záznamem s 3D a 2D mapami jsou uvedeny na serveru zhotovitele, a to po neomezenou dobu. Je tak možné opakovaně vstupovat a zobrazovat výsledky skenování a protokolu. Dále je možnost v mapách variabilně upravovat názvy lokalit a vkládat hodnoty a výsledky následných analýz nebo oprav.
Velkým přínosem této diagnostické metody tlouštěk stěn je její rychlost, objem skenované plochy, přesnost vzhledem k hustotě počtu měření a prediktivní přínos k zajištění provozní spolehlivosti zařízení.
Ing. Robert Maršál, Ph.D.
TAMEH Czech s.r.o.
(Tauron Arcelor Mittal Energy Holding)
Energetická společnost.
Použitá literatura:
[1] Technická zpráva Protokol – Inspection Report- Tameh-Ostrava-Wednesday, June 23, 2021. Arch. s. 28.,
[2] Výkresová dokumentace - B0-8220-01463_04- SS_rear membrane wall, přední stěna K10.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}