
 Ilustrační foto (zdroj: Pixabay.com)
Ilustrační foto (zdroj: Pixabay.com)
Ekonomové dnes predikují největší propad ekonomiky od 30. let 20. století, je tedy logické, že průmyslové podniky začaly hledat úspory ve svých rozpočtech. Jednou z oblastí, kde se začíná šetřit nejdříve, je údržba, kterou vedení často vnímá pouze jako náklad s nízkou přidanou hodnotou. Jen některé společnosti si uvědomují, že údržba je klíčovým procesem každého výrobního podniku a přímo na ní závisí množství a kvalita produkce a tím i celková profitabilita.
Proto je nutné, aby se náklady na údržbu optimalizovaly s rozmyslem a až na základě analýz budoucích potřeb společnosti. Jednou z oblastí s potenciálem pro snížení nákladů bezesporu patří řízení zásob náhradních dílů, kdy především energetický a těžký chemický průmysl skladuje desítky tisíc položek náhradních dílů v hodnotách až stovek milionů Kč. Takové zásoby nabízejí prostor k úsporám, při současném hodnocení rizika z hlediska dostupnosti náhradních dílů.
Náhradní díly nelze vnímat jen jako nákladovou položku, protože jejich dostupnost v případě poruchy přímo rozhoduje o schopnosti provozovat výrobní zařízení. Jedná se tedy o určitý druh pojištění proti ztrátám z nevýroby.
Jak ale určit správnou míru takového pojištění? Zde je nutné znát nejen kritičnost náhradního dílu, ale především kritičnost samotného procesu a konkrétního zařízení. V případě kritických zařízení, které při poruše mají přímý vliv na objem nebo kvalitu výroby, je nutné zajistit prakticky 100 % dostupnost náhradního dílu. Obecným cílem optimalizace řízení zásob je snížení hodnoty zásob za současného udržení, nebo zvýšení dostupnosti, což se na první pohled může zdát jako dva zcela protikladné cíle. Při vhodném nasazení speciálních informačních systémů a sofistikovaných metod pro řízení zásob je ale možné dosáhnout obou.
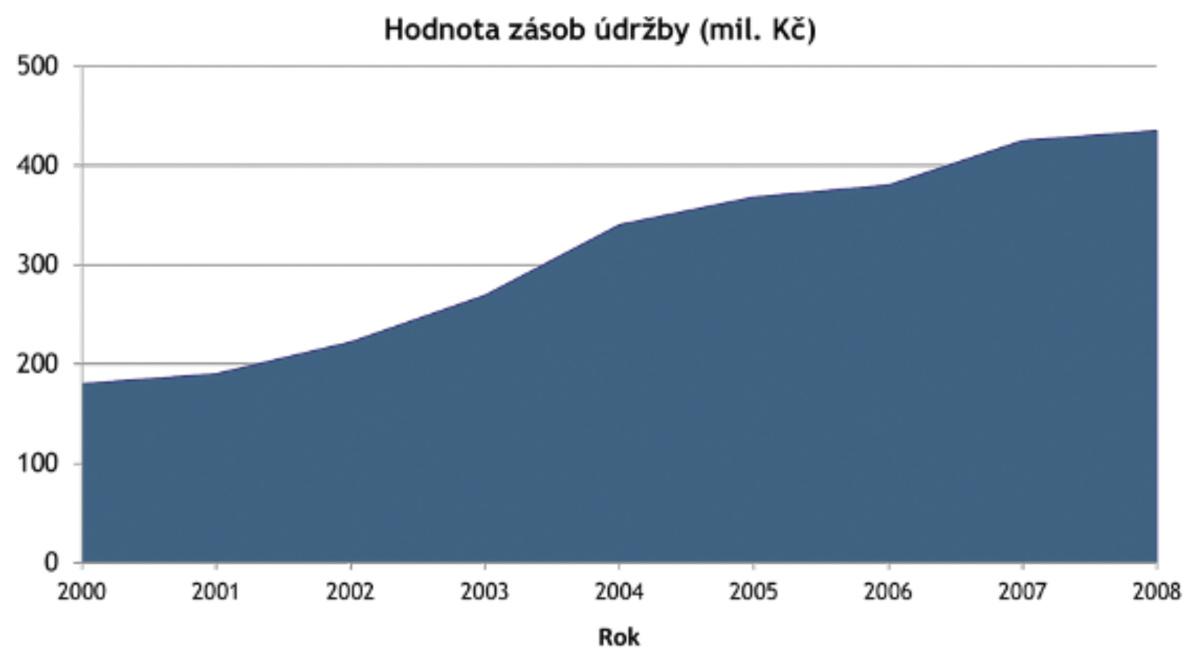
Většina podniků v ČR velmi často řeší problém s nadzásobou náhradních dílů a s růstem jejich zásoby i hodnoty, ačkoliv tento nárůst není možné odůvodnit zvýšením produkce či novými investicemi. Paradoxní je, že i v takovém případě často dochází k nedostupnosti i u kritických náhradních dílů a k prodlužování doby oprav. Jako příklad nezvládnutého řízení zásob lze ukázat stav zásoby náhradních dílů ve velkém petrochemickém podniku, kde po dobu 9 let zásoby rostly a od roku 2000 se hladina zásob v této společnosti více než zdvojnásobila.
Selhání řízení zásob je obecně možné identifikovat pomocí následujících třech symptomů:
- Vznik nadzásob – vysoké zásoby náhradních dílů
- Výpadky zásob – přes vysokou zásobu náhradních dílů existují určité položky, u kterých je zásoba držena nízko a výpadky jsou poměrně četné.
- Rostoucí trend – významný a stálý trend v růstu zásob, který není možné vysvětlit konkrétními aktivitami (investice, zvyšování kapacity).
V případě selhání řízení zásob náhradních dílů ani vysoká hodnota zásob nezaručuje dostupnost zpravidla velmi kritických dílů. Příčina tkví ve špatné struktuře zásob.
Za takové situace je nutné si položit dvě otázky:
- Jak zastavit trend nárůstu hodnoty zásob?
- Jak snížit zásoby na optimální úroveň?
Zodpovězení těchto otázek samostatně však celý problém neřeší: snížení zásob (například eliminací nepotřebných zásob) nezastaví trend nárůstu a zastavení trendu nepovede k snížení zásob, ale pouze k zakonzervování často nevyhovujícího stavu.
Pro dosažení uspokojivého řízení zásob je nutné obrátit se k příčině vzniklého stavu, která zpravidla souvisí se stavem procesů v organizaci. Je tedy nutné zaměřit se na procesy ovlivňující celý životní cyklus náhradního dílů. Pokud je nastaven velmi složitý proces od objednání, schválení, nákupu až po zpětný tok vyskladněných nebo repasovaných náhradních dílů, bude jakýkoliv problém, překážka nebo zdržení v tomto procesu způsobovat selhání řízení náhradních dílů, které se nejčastěji projeví zvýšením zásoby. Dalším krokem k optimalizaci zásob náhradních dílů je nastavení procesů údržby od korektivní neboli poporuchové údržby směrem k plánované/preventivní údržbě. Pokud je dosaženo poměru 80 % plánované/preventivní údržby vůči korektivní, je 80 % problému řízení zásob vyřešeno a je nutné pouze zajistit spolehlivost procesu objednávání dílů.
Analýza kritičnosti
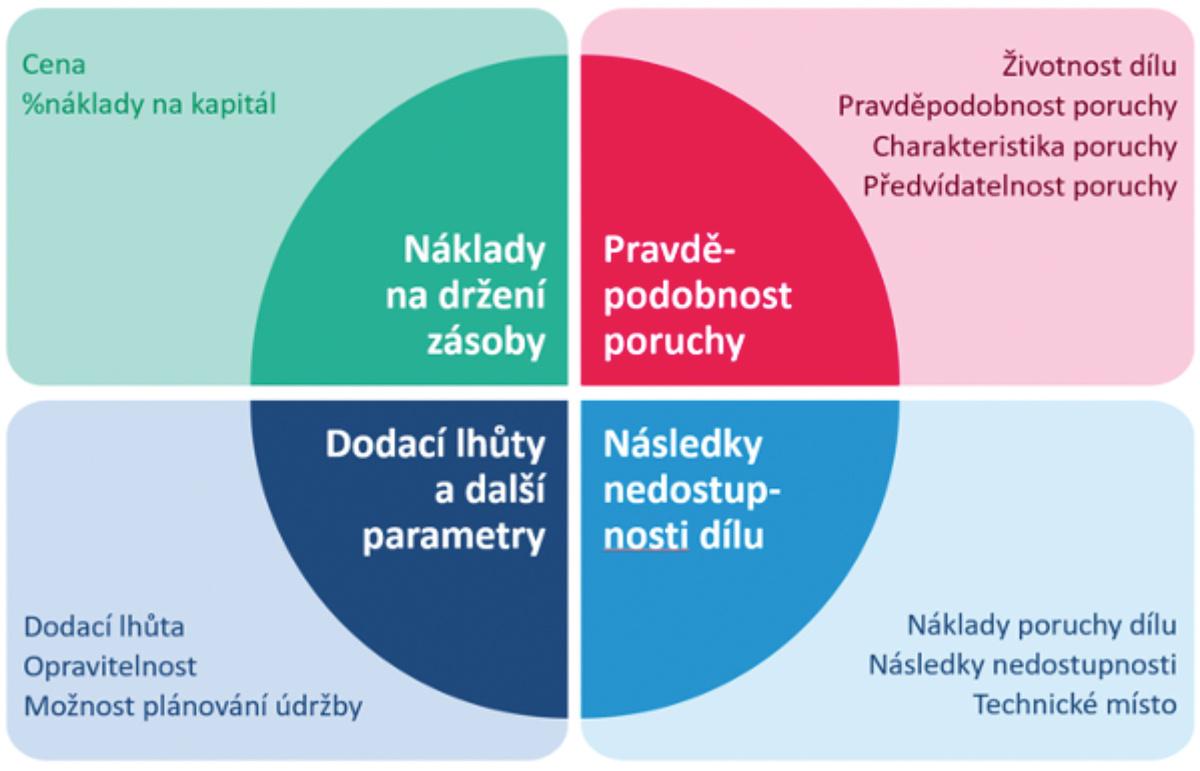
Pro správné nastavení dostupnosti, a tedy i výše zásoby je nutné určit kritičnost náhradních dílů, která je nevyhnutelně spojena s kritičností zařízení, pro které je náhradní díl určen. Přesto si tyto ukazatele nejsou zcela rovné a příslušnost ke kritickému nebo strategickému zařízení neznamená automaticky kritičnost náhradního dílu. Při hodnocení kritičnosti je nutné vzít v úvahu data spojená s náklady na držení zásoby, pravděpodobností poruchy, dopadu nedostupnosti náhradního dílu, dodací lhůty od dodavatele a další parametry uvedené na obrázku 2. Na základě úrovně kritičnosti náhradního dílu lze následně stanovit příslušnou úroveň dostupnosti.
Stanovení kritičnosti náhradních dílů se zakládá na rovnováze nákladů na držení zásoby a nákladů plynoucí z nedostupnosti dílu, která je popsána rovnicí 1, kde Cinv jsou náklady na držení zásoby (zpravidla vyjádřené jako náklady na vázaný kapitál), Cun jsou náklady z denní nedostupnosti dílu, LT je dodací lhůta dodavatele a f je očekávaná četnost poruch.
Cinv = Cun * LT * f
Rovnice 1: Rovnováha mezi náklady na držení zásob a náklady na nedostupnost dílu
Ačkoliv se zdá, že vyčíslení takové rovnice nebude obtížné v praxi se ukazuje, že přesná kvantifikace uvedených parametrů je často nemožná. Komplikované je především určení nákladů z nedostupnosti dílu, kdy je nejdříve nutné určit, zda nedostupnost dílu náklady vůbec vytváří. Četnost poruch lze pro účely výpočtu kritičnosti určit statisticky na základě evidence poruch. V případě nových dílů, nebo dílů kde k poruše nedošlo, ale není možné tento přístup použít. Rovněž je nutné upozornit, že charakter výskytu poruch a pravděpodobnost poruchy může mít různé průběhy.
Z výše uvedeného plyne, že určení kritičnosti pomocí kvantitativních metod je zpravidla obtížné a je nutné se uchýlit k různým kvalitativním hodnocením založených na expertize osob, které s náhradními díly pracují.
Předpovědní metody spotřeby náhradních dílů
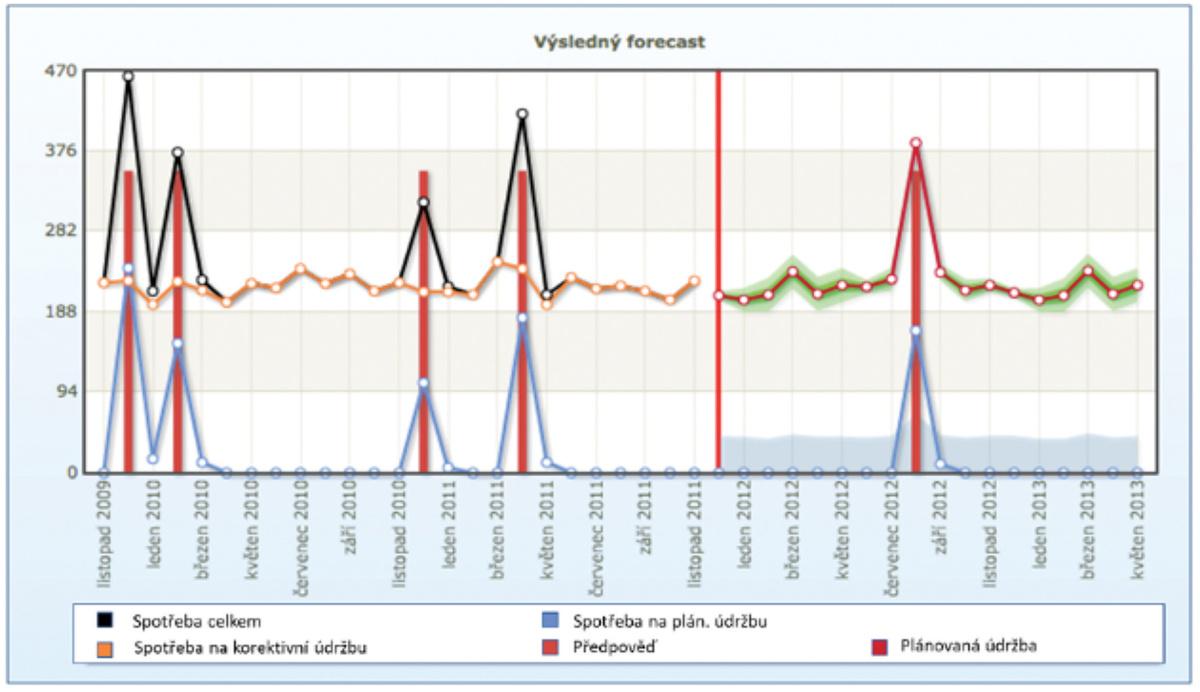
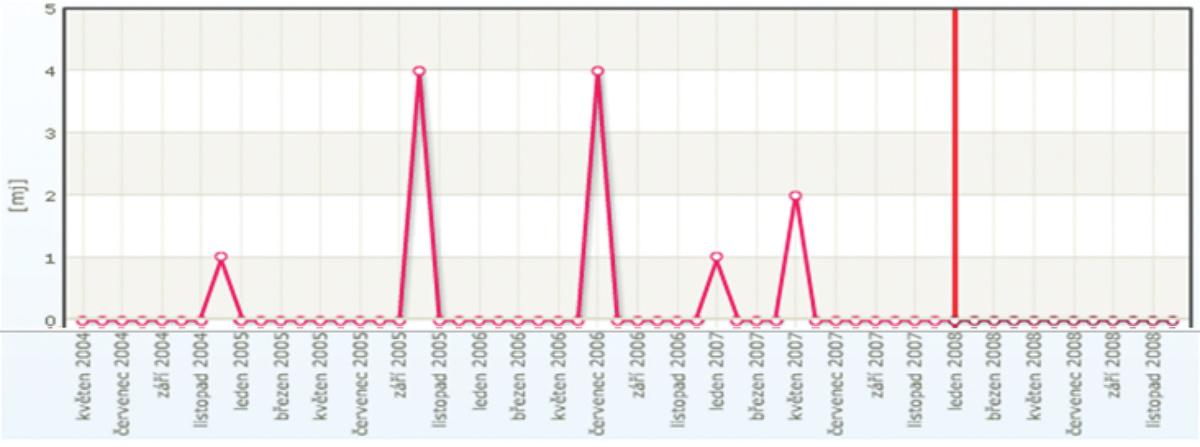
Dalším krokem pro určení optimální zásoby náhradních dílů je predikce budoucí spotřeby, která pracuje s daty o historické spotřebě. Pro náhradní díly se sporadickou spotřebou je nutné mít minimálně 3 roky záznamů. Z důvodu možného zkreslení a nerelevantnosti se u statistických metod nepoužívají data starší 10-let. V rámci analýzy je nutná pouze spotřeba náhradních dílů na údržbu po poruše, a proto je nutné, data nejprve očistit o plánovanou spotřebu. Výkyvy v jinak stabilní poptávce lze vidět na obrázku 3.
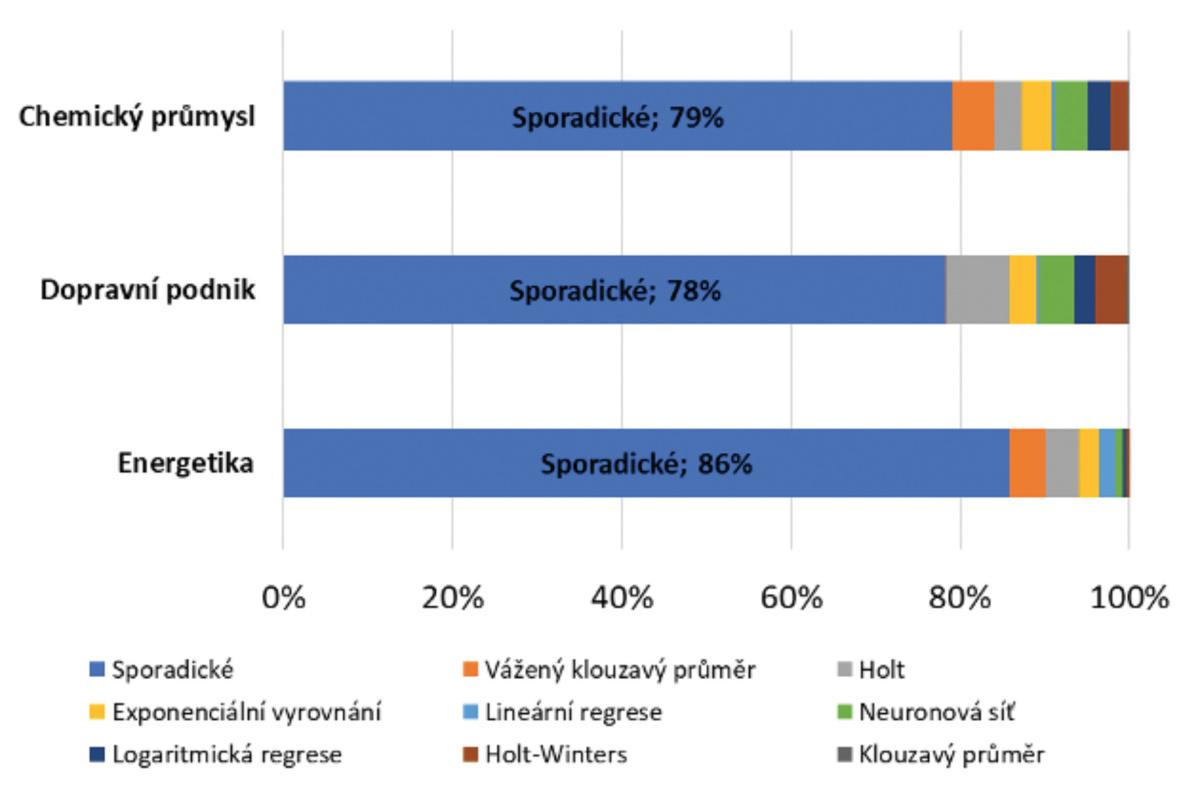
Při předpovědi spotřeby musí být náhradní díly posuzovány individuálně podle charakteru jejich spotřeby. Pro předpověď spotřeby, resp. poptávky byly vyvinuty metody založené na analýze časových řad. Pro časové řady, které nevykazují trend ani sezónnost se používá jednoduché exponenciální vyrovnání, pro časové řady vykazující trend pak Holtova metoda a pro časové řady vykazující trend i sezónnost Holt-Wintersova metoda. Nevýhodou metod založených na exponenciálním vyrovnání je nutnost určit vyhlazovací parametr, nebo parametry. Naši analytici pro tento účel například využívají genetické algoritmy. Data jsou v takovém případě zpracována v softwaru Planning Wizard, který používá všechny předpovědní metody, z nichž pro každou položku vybere metodu, která v testovací fázi výpočtu vykáže nejmenší chybovost. Z obrázku 4 však vyplývá, že u více jak 80 % náhradních dílů nelze předpovídat spotřebu pomocí těchto metod, protože jejich historie neposkytuje dostatečné množství dat. Jedná se o díly se sporadickou spotřebou, pro které musí být zvolena jiná metoda stanovení hladiny zásob.
Sporadická spotřeba náhradních dílů a metody stanovení zásob
Analýza historie typického náhradního dílu prokazuje, že u 80 % je spotřeba v jednotlivých časových úsecích často nulová, v jiných úsecích ale může být relativně vysoká. Taková spotřeba je označována za sporadickou a pro náhradní díly je typická. Příklad takové spotřeby je uveden na obrázku 5.
Sporadická spotřeba je v údržbě často kombinovaná s jiným typickým úkazem a tím jsou dlouhé dodací lhůty. Kombinace těchto faktorů často vede k přezásobení. Hlavním problémem při řízení zásob náhradních dílů je skutečnost, že standardní předpovědní modely nevyhovují. V případě sporadické spotřeby je tedy nutné použít specializované statistické metody (např. bootstrapping nebo Smart-Willemainovu metodu).
Smart a Willemain navrhli metodu stochastické simulace. Tato metoda je založena na náhodném vzorkování definovaných časových úseků historie spotřeb a jejich statistickém zpracování nazývaném bootstrapping. Výsledkem není určení předpovědi spotřeby, ale minimální zásoba, kterou je nutné držet pro dosažení požadované dostupnosti náhradního dílu.
Závěr
Pokud je cílem Vašeho podniku zlepšit přístup k řízení náhradních dílů, tak doporučujeme dodržovat následujících 7 pravidel:
- Využít výhod preventivní údržby
- Vyřešit procesní omezení organizace
- Segmentovat portfolio náhradních dílů
- Vyhodnotit kritičnost náhradních dílů
- Využít vhodné předpovědní metody a vyhodnocovat jejich spolehlivost
- Použít speciální metody pro sporadické náhradní díly
- Využít prostředky výpočetní techniky a dostupné IT nástroje pro vytvoření nebo implementaci informačního systému pro řízení zásob.
Dobrý systém pro řízení zásob náhradních dílů umožní automaticky použít dostupné kvantitativní metody (jako je automatická předpověď spotřeby, výpočet objednacích hladin a podpoření automatizace procesu objednání). Takový systém musí umožňovat vstupy od pracovníků údržby založené na zkušenostech, které mají s provozem zařízení, a umožnit vyhodnocování kritičnosti náhradních dílů.
Řízení zásob je nutné chápat jako součást údržby a životní cyklus náhradního dílu jako jeden z klíčových procesů. Zásoby náhradních dílů slouží podobnému účelu jako pojištění a je přirozené, že jde o náklady, které musí organizace pokrýt. Je však nutné investovat do náhradních dílů s rozmyslem a maximálně využít moderní metody pro řízení zásob.
Ing. Tomáš Hladík, M.Sc., Ph.D.
Ing. Petr Tulach
Bc. Lukáš Pípal
Senior Konzultanti společnosti Logio










{kind=link}
{kind=link}