

Úpravou technologických parametrů plazmového nástřiku je možné změnit pórovitost pouze v relativně malém rozsahu okolo 4 až 6 %. Průmyslově významné aplikace vyžadují úpravu pórovitosti v širším rozsahu, často na dvojnásobek nebo trojnásobek původní hodnoty. Tak obrovských změn lze dosáhnout pouze zvláštními postupy. Jedním z nich je plazmové nanášení kovokeramické směsi a následné odstranění kovové složky. Odstranění se provede rozpuštěním, vyluhováním nebo extrakcí vhodným prostředkem. Zde popisujeme přípravu porézních nástřiků Cr3O3 z kovokeramické směsi Cr3O3 + Al touto metodou. Počáteční pórovitost cca 13 % (celková, tj. otevřená i uzavřená) byla zvýšena na 37 %, resp. 51 % změnou podílu hliníku ve směsi. Výsledky jsou doplněny SEM snímky struktury povlaku, mapami jednotlivých chemických prvků a podrobnou charakteristikou pórovitých struktur a jejich množství.
Ovlivňování porozity plazmových nástřiků na bázi oxidů chromu pomocí loužení
Úpravou technologických parametrů plazmového nástřiku je možné změnit pórovitost pouze v relativně malém rozsahu okolo 4 až 6 %. Průmyslově významné aplikace vyžadují úpravu pórovitosti v širším rozsahu, často na dvojnásobek nebo trojnásobek původní hodnoty. Tak obrovských změn lze dosáhnout pouze zvláštními postupy. Jedním z nich je plazmové nanášení kovokeramické směsi a následné odstranění kovové složky. Odstranění se provede rozpuštěním, vyluhováním nebo extrakcí vhodným prostředkem. Zde popisujeme přípravu porézních nástřiků Cr2O3 z kovokeramické směsi Cr2O3 + Al touto metodou. Počáteční pórovitost cca 13 % (celková, tj. otevřená i uzavřená) byla zvýšena na 37 %, resp. 51 % změnou podílu hliníku ve směsi. Výsledky jsou doplněny SEM snímky struktury povlaku, mapami jednotlivých chemických prvků a podrobnou charakteristikou pórovitých struktur a jejich množství.
Žárový nástřik se většinou používá k výrobě ochranných povlaků na kovových součástech. Pro tento účel, bez ohledu na to, zda se jedná o ochranu proti korozi nebo otěru atd., se obvykle požaduje nejnižší možná pórovitost. Existují však i jiné možné oblasti praktického využití materiálů žárových nástřiků, kde je zapotřebí pravý opak, tj. velmi vysoká pórovitost matrice vykazující přitom relativně dobrou pevnost. Typickým příkladem takové aplikace může být keramický filtr pracující v tlakovém prostředí.
U plazmového stříkání na vzduchu (APS), kam patří také využití vysokovýkonového plazmového hořáku stabilizovaného vodou (WSP), lze obecně očekávat celkovou pórovitost mezi 3 až 18 objemovými procenty [1]. Úprava parametrů nástřiku, jako je stříkací vzdálenost, granulometrie vstupní suroviny atd., může změnit pórovitost nanášených materiálů obvykle v relativně malém rozsahu pouze 4 až 6 objemových procent. Proto se hledají i jiné způsoby kontroly pórovitosti. Již dříve byly popsány WSP nástřiky směsi keramiky a kovu, po nichž následovalo vyplavování kovu chemickým loužením [2,3]. Nebylo však vyvinuto další úsilí k tomu, aby se tato technika systematicky studovala.
Tento dokument představuje práci v tomto směru na jiné keramicko-kovové směsi, a to Cr2O3 + Al. V této studii byla věnována pozornost nejen celkové pórovitosti, ale rovněž tomu, jak proces vyplavování ovlivňuje mikrostrukturu.
Cr2O3 a materiály od něj odvozené jsou perspektivní mj. pro povrchové úpravy na různé potrubní systémy v energetice pro své velmi dobré mechanické vlastnosti, jak bylo nedávno ukázáno v našem předchozím článku. (All for Power č.1/2020).
Experimentální postup a vybavení
Vzorky plazmového nástřiku byly vyrobeny pomocí vysoce výkonného, vodou stabilizovaného plazmového systému WSP (Ústav fyziky plazmatu AVČR, Praha) [4]. Kvůli vysokému výkonu – pro tuto studii kolem 160 kW – a vysoké entalpii tohoto plazmového systému může být velikost částic vstupní suroviny větší než u komerčního APS hořáku: použitá velikost Cr2O3 – Chromia (Industriekeramik Hochrhein, Německo) byla 40 až 90μm a velikost kovového hliníku (Alutherm CZ, Česká republika) byla 90 až 140 μm. Stříkaly se mechanické směsi obou prášků smíchané v různých poměrech: Cr2O3 +5hm.% Al, Cr2O3 +15hm.% Al a pro srovnání čistý Cr2O3 (bez Al). Byla použita značná podávaná množství vstupních surovin okolo 20 až 24 kg/hod. a stříkací vzdálenost 350 mm. Jako substrát pro stříkání posloužila deska z uhlíkové oceli (60×70×8 mm). Byla vždy vytvořena vrstva o tloušťce 2 mm, která byla následně - patentovaným postupem - odstraněna z ocelových kupónů [5]. Výsledné volně stojící vzorky byly pro další zkoušky rozřezány diamantovou pilou na menší kousky. Jedna polovina vzorků byla vyluhována v HCl zředěné destilovanou vodou (dávka 1:5) po dobu 24 hodin a dalších 24 hodin v roztoku zředěném v poměru 1:3. Po vyluhování byly vzorky důkladně omyty v destilované vodě a 2 hodiny sušeny při teplotě 150 °C. Zbývající vzorky byly ponechány bez loužení. Pro metalografické studium byly připraveny standardní leštěné řezy, a také byly odebrány speciální vzorky pro tepelná měření.
Obě sady vzorků (loužená a neloužená) byly podrobeny stejným měřením. Zdánlivá hustota a otevřená pórovitost byly měřeny Archimédovou metodou vážení a hustota byla dále měřena pomocí heliového pyknometru (Accupyc 1330, Micromeritics, USA). Přesnost těchto metod je pro zdánlivou hustotu asi 0,002 g/cm3, pro otevřenou pórovitost asi 0,1 % a pro celkovou hustotu (He-pykno) asi 0,0016 g/cm3. Morfologie všech vzorků byla zkoumána optickým mikroskopem Neophot 32 (Carl Zeiss) a skenovacím elektronovým mikroskopem (SEM - Camscan 4DV, Cambridge Scanning Co.). Pro chemické mapování řezů vzorků byl použit analyzátor LINK AN10000 (LINK Analytical Ltd.). Lineární tepelná roztažnost (CTE) byla měřena pomocí vertikálního dilatometru Setsys 16/18 (Setaram, Francie) v atmosféře Ar s rychlostí ohřevu 5 °C/min.
Výsledky
Tabulka 1 shrnuje naměřené údaje o hustotě a pórovitosti zkoumaných materiálů ve stavu nástřiku a po vyluhování. Po vyluhování bylo pozorováno výrazné zvýšení pórovitosti. Odstranění hliníku ze vorků CA5L zvýšil otevřenou pórovitost z 6,2 % na 17,2 % a u CA15L z 6,7 % na 25,1 %. Změnila se také otevřená pórovitost nástřiku Cr2O3 po vyluhování, ale pouze z 5,3 na 6,8 %. Tento nárůst je pravděpodobně způsoben rozpouštěním nestechiometrických podílů oxidů chromu, které mohou být přítomny v plazmově stříkaných materiálech [6]. Je zajímavé poznamenat, že celková pórovitost vzrostla ještě více, než by odpovídalo zvýšení otevřené pórovitosti. Toto souvisí s distribucí Al uvnitř vrstev, s tím, jak dalece jsou póry navzájem propojeny a zpřístupněny pro louhovací agens (kyselinu) díky síti jemných trhlin apod. Změny hustoty (He-pycno) pro materiály ve stavu nástřiku byly v dobrém souladu s výsledky hustoty po vyluhování. (Viz zvýšení hustoty vyluhovaných vzorků – jelikož Cr2O3 je mírně těžší než Al).
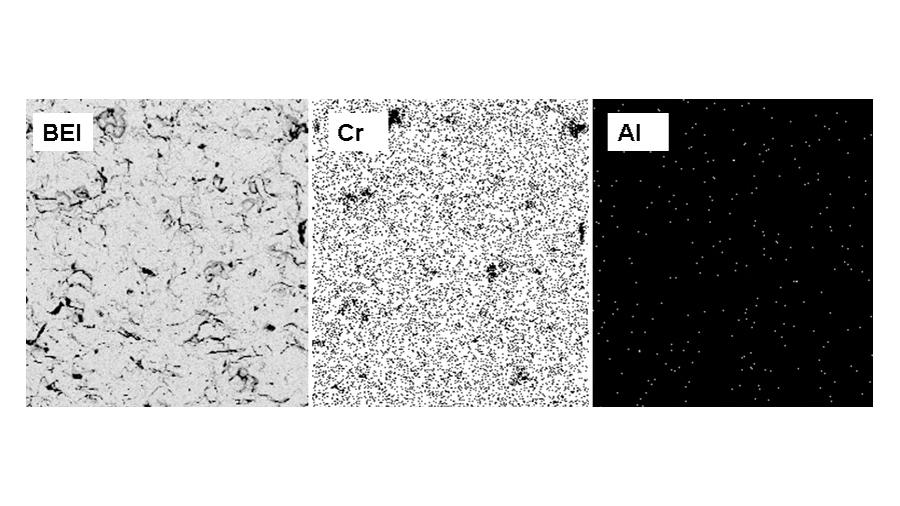
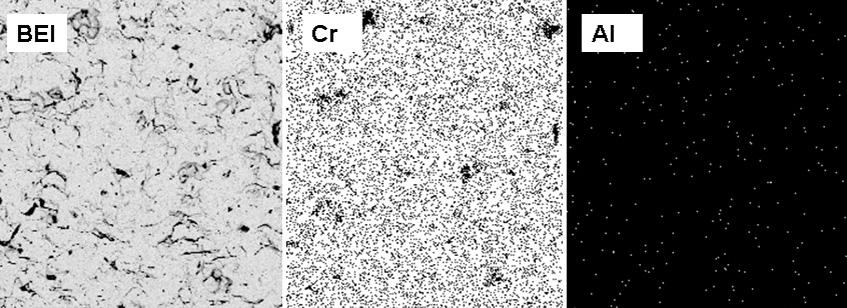
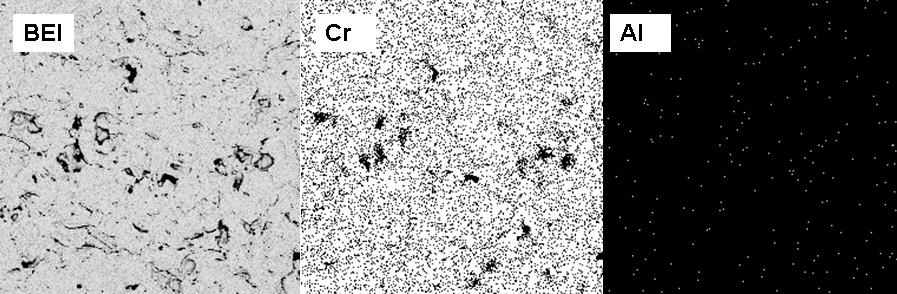
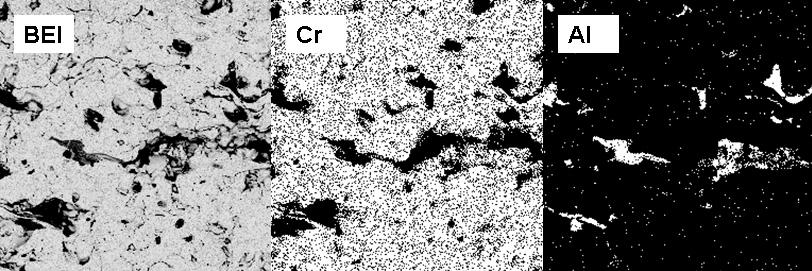
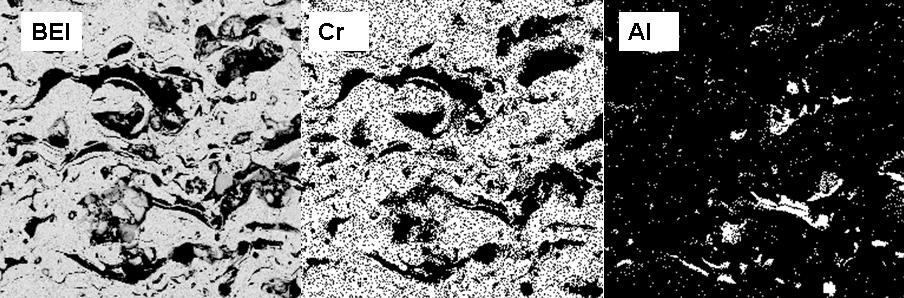
Obrázky 1 až 3 ukazují struktury na obrazu zpětně odražených elektronů (BEI) v SEM, který je citlivý na fázové složení (odrážející průměrné protonové číslo), a elementární mapy pro kovové prvky Cr a Al ve všech vzorcích. Jak se dalo očekávat, nejsou viditelné žádné změny mezi nástřiky a „vyluhovanými” mikrostrukturami - mapami prvků u vzorků Cr2O3 bez Al. Šedá místa na obr. 2a (nástřik bez loužení) v BEI souhlasí s distribucí Al. Po loužení (obr. 2b) odpovídají černé plochy v BEI většinou prázdným místům v mikrostruktuře (bez odrazů Cr a Al). Na některých místech v BEI se částečně shodují černé a šedé oblasti. Z mapy Al je zřejmé, že některé Al odrazy jsou stále přítomny. Pocházejí buď z nedokonalého vyluhování (Al rezidua), nebo případně z Al2O3 vzniklého oxidací z kovového Al při vyplavování výluhu. V každém případě je jasně patrné, že množství hliníku se po vyluhování významně snížilo. Podobné, jen výraznější, jsou výsledky pro CA15 (obr. 3). Ve všech případech se rozložení odrazů Cr u vyluhovaných vzorků nezměnilo.
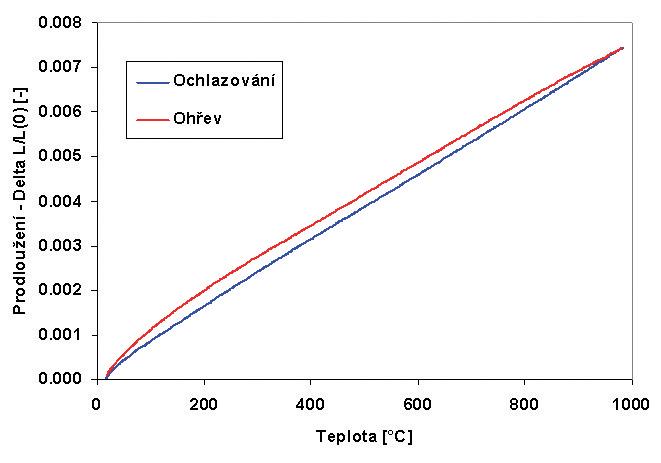
Prakticky lineární charakter tepelné roztažnosti nástřiku Cr2O3 je ukázán na obr. 4. Na základě dat vynesených v diagramu byl stanoven součinitel teplotní roztažnosti CTE. Je třeba poznamenat dvě skutečnosti: i) CTE vyluhovaných vzorků je prakticky stejný jako u původních vzorků C; ii) čím vyšší je obsah Al, tím vyšší je CTE u vzorků nástřiků. Podobný výsledek hlásil i Pawlowski [7] u nátřiku cermetu odlišného složení Al-Al2O3.
Závěry
- Mechanickou směs prášků Cr2O3 a kovového Al lze úspěšně stříkat pomocí WSP plazmatronu;
- Kovový Al může být poté odstraněn vyloužením ve zředěné HCl a nástřik se pak vyznačuje dodatečnými póry vzniklými tímto krokem;
- Byly zaznamenány významné změny pórovitosti (otevřené i celkové) od 16 do 37 resp. až 51 obj. %), což odpovídá i výsledkům měření hustoty;
- Změny pórovitosti byly potvrzeny mapováním chemických prvků na řezech struktury;
- CTE vyluhovaných vzorků se blíží původnímu Cr2O3;
- Mezi 200–900 °C se CTE mění lineárně.
Pavel Ctibor, Marek Janata, Karel Neufuss
Oddělení materiálového inženýrství,
Ústav fyziky plazmatu AVČR, v.v.i.
Poděkování
Tento výzkum byl podpořen Ministerstvem průmyslu a obchodu ČR v rámci projektu č. FV 30058 – „Vývoj Kulového kohoutu Top Entry - KK8TE“.
Literatura
[1] Pawlowski L., The Science and Engineering of Thermal Spray Coatings, J.Wiley, New York, 1995
[2] Neufuss K., Chráska P., Kolman B., Sampath S., Trávníček Z., Properties of Plasma-Sprayed Freestanding Ceramic Parts, JTST 6 (1997), str. 434 - 438.
[3] Chráska P., Brožek V., Kolman B., Ilavský J., Neufuss K., Dubský J., Voleník K., Porosity Control of Thermally Sprayed Ceramic Deposits, Proc. 15th ITSC, 1998, Edited by C. Coddet, ASM Inter., Materials Park, OH, USA, str. 1299-1304.
[4] Chráska P., Hrabovský M., An Overview of Water Stabilized Plasma Guns and Their Applications, Proc. 9th ITSC, 1992, Editited by C.C. Berndt, ASM Inter., Materials Park, OH, USA, str. 81-85.
[5] Neufuss K., Chráska P., Patents (Czech Rep.) No. PV 2038-96 and PV 2883-96.
[6] Eschnauer H., Hard Material Powders and Hard Alloy Powders for Plasma Surface Coating, Thin Solid Films 73 (1980), str. 1-17.
[7] Pawlowski L., The Properties of Plasma Sprayed Aluminium-Aluminium Oxide Cermets, Surface and Coating Technology 48 (1991), str. 219-224.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}