
 Princip detekce netěsnosti ultrazvukem
Princip detekce netěsnosti ultrazvukem

Žijeme v době, kdy ve všech sférách lidského života dochází k významným změnám v používaných technologiích. Týká se to každodenní komunikace, dopravy, energetiky, zdravotnictví, ale i průmyslu obecně. Postupující rozvoj průmyslových technologií, zejména v oblasti digitalizace a automatizace, označovaný jako Průmysl 4.0, je dnes již každému znám. Obdobně se v průmyslové oblasti můžeme setkat s navazujícím termínem Údržba 4.0 (angl. Maintenance 4.0). Jedná se o rychlý rozvoj používání digitálních diagnostických zařízení, která se skokově liší od technologií používaných před 10–20 lety. Hlavní těžiště aktivit spojených s údržbou se posouvá do diagnostiky a predikativní údržby.
Záměrem je předcházení závadám, diagnostika stavu za provozu, cílená příprava oprav zařízení s minimalizací nákladů a času, a to vše za účelem maximalizace výkonu technologického celku. Předmětem tohoto článku jsou armatury a jejich testování za provozu na jednotkách, proto se při popisu moderních diagnostických metod zaměříme pouze na ty, které jsou svázány s provozy využívajícími armatury, tzn. na energetiku, rafinerie, petrochemii, plynárenství apod. Technologické celky jako je kotel, turbína, krakovací jednotka, zásobník plynu jsou osázeny tisíci armatur. Špatná funkce nebo selhání armatury může vést k výraznému snížení efektivity jednotky nebo dokonce k neplánované odstávce. Dnešním trendem je prodlužování termínů odstávek na 4 roky, což klade velké nároky na preventivní, predikativní údržbu.
Údržba 4.0 a armatury
Pokud jsou na nás kladeny takto vysoké požadavky, tzn. zajistit až 4letý kontinuální provoz bez sejmutí a opravy armatury, a to při znalosti statistických údajů, kdy cca 50 % neplánovaných odstávek je spojeno se selháním armatury, je zřejmé, že musíme armatury testovat a diagnostikovat v průběhu běžného provozu. Toto se neobejde bez použití moderních digitálních diagnostických metod. Analogii můžeme vidět v lékařství, kde se setkáváme s neustálým rozvojem zobrazovacích diagnostických metod, jako jsou CT, magnetické rezonance, ultrazvuk atd. Tak jako chirurg nepřistoupí k operaci pacienta, aniž by neměl v rukou diagnostické vyšetření výše uvedenými metodami, tak naším cílem v oblasti armatur je přistupovat k opravám armatur se znalostí o jejich stavu a zejména diagnostikovat závažnou závadu ještě před tím, než k ní dojde.
Dalším naším úkolem je diagnostikovat veškeré i drobné závady, které vedou ke snížení výkonnosti jednotky. Jedná se zejména o nepřesnou regulaci, úniky a netěsnosti. Na základě komplexních měření, která proběhla na elektrárnách (USA, Nizozemsko) je známo, že skrze drobné úniky a netěsnosti desítek armatur dochází ke ztrátě až 3 % v účinnosti elektrárny. V době tlaku na maximalizaci výkonu a minimalizaci enviromentální zátěže toto představuje obrovské pole pro zlepšení.
Funkčnost armatur
Zaměříme se na diagnostiku a on-site testování hlavních funkcí uzavíracích, regulačních a pojistných armatur ve výše uvedených průmyslových oborech. Velmi zjednodušeně řečeno, provozovatele elektrárny, rafinerie, či zásobníku plynu u armatur zajímají následující hlavní parametry:
- Armatura plní svou primární funkci, tedy, že se zavře (otevře), když je potřeba (uzavírací, ESD, pojistné armatury), případně se přesně, rychle a hladce přestaví do požadované polohy (regulační armatury). Zde se tedy primárně jedná o diagnostiku schopnosti armatury vykonat změnu polohy.
- Těsnost armatury – pokud již armatura je schopna dosáhnout požadované polohy „zavřeno“, je druhým zásadním kritériem, že těsní v požadované kvalitě. Zde se tedy jedná o diagnostiku těsnosti armatur za provozu.
- Bezpečnost provozu armatury – v neposlední řadě musí provozovatel sledovat celou škálu parametrů z bezpečnosti provozu armatury, jako eroze/koroze tělesa, únik přes ucpávky či těsnění, průchodnost atd. Diagnostické metody v této oblasti jsou shodné či obdobné jako u kontroly obecných potrubních prvků. Měření úbytků na tělese je shodné jako na potrubí. Únik plynu na ucpávce se diagnostikuje obdobně jako únik na přírubovém spoji atd. Proto se v následujícím textu této oblasti nebudeme věnovat, neboť se jedná o obecné testování potrubních prvků.
- Asset management – posledním parametrem, který je pro každého provozního technika zásadní, je, že všechny výše uvedené diagnostické aktivity či aktivity údržby jsou vedeny ve strukturované, digitální online databázi s možností interpretace historických dat.
Testování zdvihu armatury za provozu
Zde se zaměříme na moderní digitální a inteligentní zařízení a metody sloužící k testování ESD a regulačních armatur. Do této kapitoly patří i velmi důležitá oblast testování pojistných ventilů. Této oblasti věnujeme samostatnou kapitolu, neboť je velmi specifická.
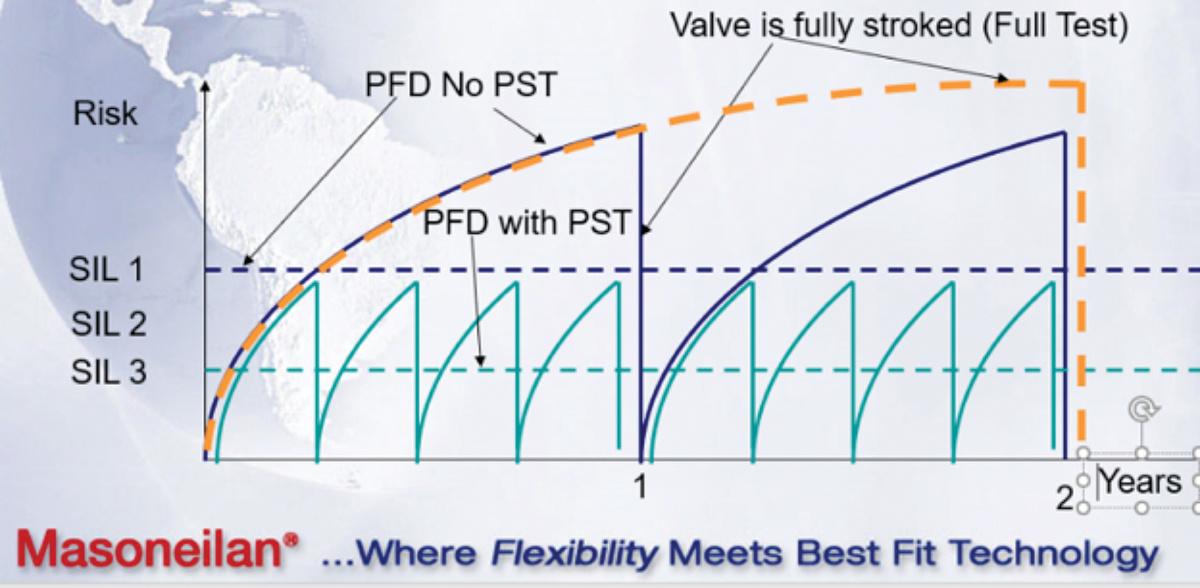
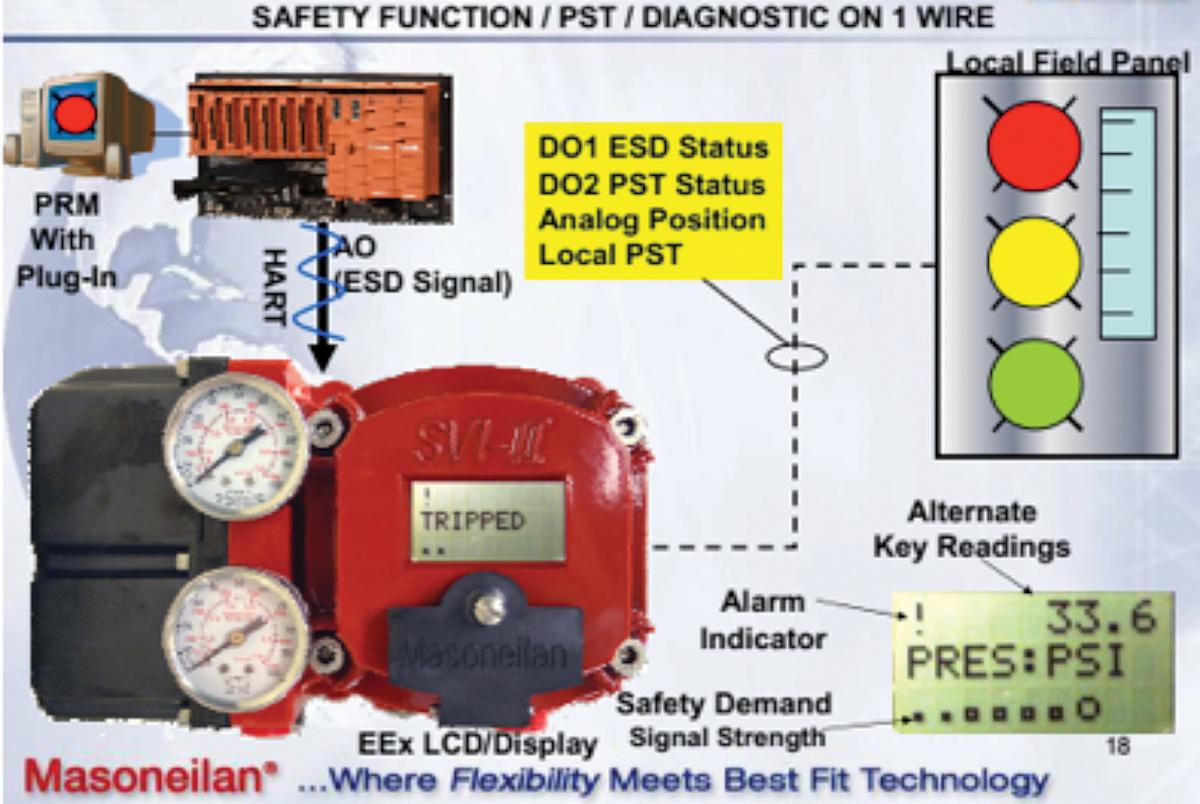
ESD armatury – jak již anglický název napovídá (Emergency Shut Down), jedná se o automatizované armatury, které na povel ze systému SIS případně DCS musí spolehlivě odstavit jednotku. Tyto armatury mají unikátní funkci a jsou aktivovány pouze za účelem odstavení jednotky. Jsou na ně kladeny protichůdné požadavky, na jedné straně vysoké nároky na spolehlivost (SIL3) a přitom většinu času jsou v jedné poloze (zpravidla otevřeno). Jak zajistit u jednotky, která má odstávku jednou za 4 roky, dostatečnou důvěru v to, že tato armatura skutečně provede shut-down ve chvíli, kdy je to požadováno? K průběžnému testování spolehlivosti funkce ESD armatur byl zvolen koncept PST (Partial Stroke Test), kdy na základě SIL evaluace je určen interval testování. Principem tohoto testu je, zjednodušeně, že pokud jsme schopni pravidelně v krátkých časových intervalech armaturou pohnout o 10-20 %, pak s dostatečně vysokou pravděpodobností očekáváme, že armatura provede odstavení, tedy pohyb 100 %. To vše bez nutnosti provést Full stroke test, který vede k odstavení jednotky. Jelikož většina ESD armatur je ovládaná jednočinným pneupohonem s pružinou, stojí před výrobci výzva, jak dosáhnout pouze částečného zdvihu, tedy pouze částečného odpuštění vzduchu z válce pneupohonu. První historická řešení se sestávala ze složitých pneumatických schémat, kdy docházelo k přepouštění vzduchu mezi jednotlivými prvky tak, aby došlo jen k částečnému pohybu. Ačkoliv se jedná o ukázku doslova „hodinářské“ práce, mají tato řešení závažné nedostatky, mezi nimiž je vysoká cena, problémy se spolehlivostí vyplývající z množství použitých prvků a v neposlední řadě absenci digitálního výstupu. Právě absence digitálního výstupu a možnost jednoduchého ukládání a srovnávání historických dat je velkou nevýhodou tohoto způsobu pro skutečnou diagnostiku.
S vývojem inteligentních digitálních pozicionérů pro regulační ventily přišel na řadu zhruba před 10 lety nástup inteligentních ESD pozicionérů s certifikací úrovně SIL-3, které posunuly koncept PST do zcela nové dimenze. Nejenže přinášejí obrovské zjednodušení pneumatického schématu, dramatické snížení ceny a výrazně jednodušší ovládání, ale zejména přinášejí tolik kýženou digitalizaci a z ní vyplývající diagnostiku. Tato moderní zařízení jsou programovatelná, tudíž lze naprogramovat určitý interval provádění PST, navíc při průběhu testu je snímán průběh chování pneupohonu (armatury) při částečném zdvihu a vše je dostupné v digitálních datech a grafech. To slouží k jednoduchému srovnávání historických dat a vysledování případných změn indikujících zhoršení stavu sestavy ESD armatury.
Testování ESD armatur za provozu na koncepci PST pomocí inteligentních ESD pozicionérů se dnes stalo běžnou praxí a sběr dat z proběhnuvších testů je základním diagnostickým nástrojem evaluace spolehlivosti ESD armatury.
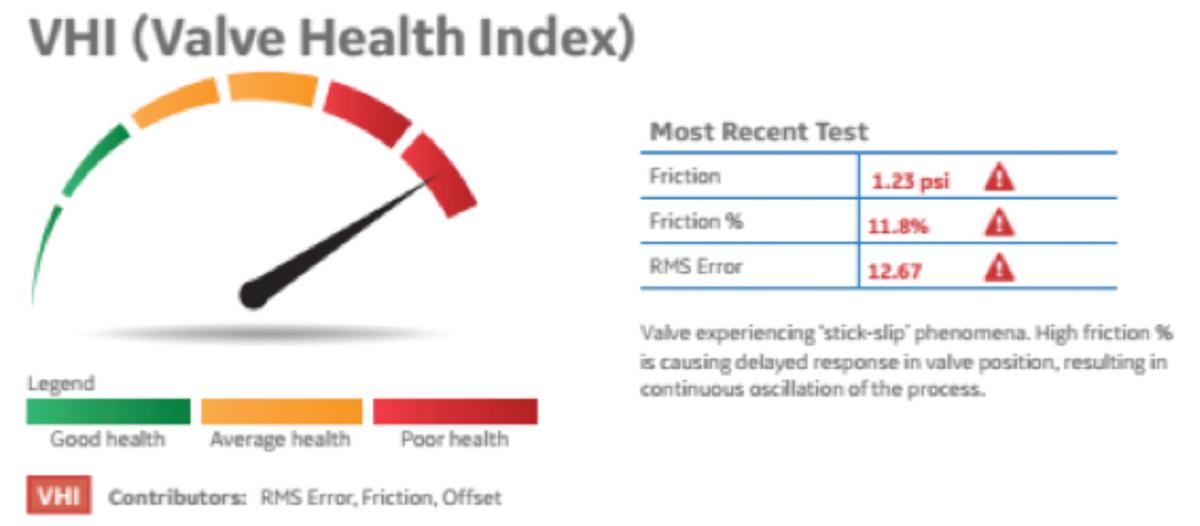
Regulační armatury – již zmíněný nástup digitálních inteligentních pozicionérů na přelomu tisíciletí sebou přináší možnost on-line diagnostiky i v oblasti regulačních ventilů. Regulační ventily coby dálkově a automaticky (DCS) ovládané armatury hrají klíčovou roli ve správné funkci celého technologického celku. Špatná funkce znamená zhoršení regulace, což v lepším případě snižuje efektivitu jednotky, v horším případě vede k odstavení. Např. na jednotkách blendingu je dodržení přesného poměru míšení aditiv nutnou podmínkou dosažení požadované kvality paliva (oktanové číslo). V průběhu posledních 20 let došlo k velkému posunu v testování regulačních ventilů na pozici, avšak v off-line módu. K těmto testům jsou používána dodatečná zařízení, která se montují na regulační ventil jako ValScope v případě použití analogových pozicionérů, nebo diagnostické nástroje dostupné v inteligentním digitálním pozicionéru. Tyto metody již představují výrazný pokrok v predikativní diagnostice, protože umožňují testování „on-site“, ale bohužel se tyto testy nedají provádět v automatickém módu za provozu. Vždy je potřeba provést výraznou změnu polohy ventilu, což je neslučitelné s provozem. Revoluční změnou v této oblasti je kontinuální testování regulačních ventilů „on-line“, tedy za provozu za využití dostupných dat z digitálního pozicionéru skrze komunikační protokol (HART, FF). Naprosto špičkovým a inovativním přístupem je SW ValveAware® od firmy Baker Hughes Masoneilan. Princip je v podstatě velmi jednoduchý. Za posledních 20 let došlo k masivní změně v řízení ventilů, kdy již většina jednotek je osazena inteligentními pozicionéry s možností komunikace. SW ValveAware® nedělá nic jiného než, že kontinuálně monitoruje regulační schopnost ventilu skrze srovnávání skutečné polohy vůči požadované. Tato data, která jsou neustále v jakémkoli inteligentním pozicionéru k dispozici, sbírá během provozu, aniž by jakýmkoli způsobem zasáhl do řízení ventilu, a na základě vyhodnocování 16 klíčových parametrů ohodnocuje „zdraví“ ventilu a pravděpodobnost jeho selhání skrze tzv. Valve Health Index. SW ValveAware® umožňuje získat řadu důležitých diagnostických grafů (on-line!), jako je srovnání skutečné vs. požadované pozice, tření v ucpávce apod.
V oblasti dálkově, automaticky řízených armatur je nyní díky digitalizaci řízení široké pole působnosti k provádění predikativní diagnostiky „on-site & on-line“.
Testování otevíracího tlaku pojistných ventilů za provozu
Opusťme nyní pole inteligentních pozicionérů a dálkově ovládaných armatur, kde již z názvu vyplývá, že zde je prostor pro moderní digitální diagnostiku a testování, a obraťme pozornost na čistě mechanické zařízení, jako jsou pružinové pojistné ventily. Zde čelíme obdobné výzvě jako u ESD armatur. Pojistný ventil má naprosto zásadní bezpečnostní funkci ochrany před přetlakem a zároveň je to ventil, který dlouhodobě „sedí a nic nedělá“. Opět si musíme klást otázku, nakolik se můžeme spolehnout na to, že otevře a odpustí požadovanou kapacitu při dosažení požadovaného otevíracího tlaku, a tím ochrání technologii před havárií? Jelikož se jedná o skutečně zásadní bezpečnostní zařízení, bývalo zvykem, že se ventily každoročně demontovaly a otevírací tlak se kontroloval ve zkušebně na stolici. Tento postup je sice bezpečný, ale drahý a je v rozporu s požadavkem na prodlužování odstávek (částečně řešitelné duplicitou ventilů, ale jedná se o velmi drahé řešení). Přestože se jedná o čistě mechanické zařízení, i zde je možno provést sofistikovanou „on-site & on-line“ zkoušku s digitálním výstupem. Princip je z fyzikálního hlediska velmi jednoduchý. Nastavení otevíracího tlaku je definováno vyrovnáním sil generovaných pružinou a tlakem média na plochu kuželky ventilu. Při překročení síly pružiny (tlak je větší než otevírací) dojde k otevření a uvolnění. Za provozu máme skutečný provozní tlak nižší, ideálně mezi 50 - 85 % otevíracího, a tudíž známe sílu, kterou působí na plochu kuželky. Pokud na čep ventilu namontujeme pomocné zvedací zařízení, u kterého jsme schopni přesně změřit dodatečnou přídavnou sílu, jsme na základě implementování dodatečné síly a dosažení mírného nadzvednutí kuželky schopni dopočítat skutečnou sílu pružiny, a tedy skutečný otevírací tlak. To vše samozřejmě při znalosti skutečného tlaku a plochy sedla. Sofistikovaná zařízení jako Electronic Valve Tester od výrobce Baker Hughes Consolidated mají databázi efektivních ploch kuželek všech světových výrobců a umožňují testování většiny pružinových pojistných ventilů. Na základě takto prováděných testů může provozovatel zvolit harmonogram testování otevíracího tlaku za účelem maximalizace délky periody mezi odstávkami při minimalizaci nákladů.
Testování těsnosti za provozu
Druhým významným parametrem, který u armatur sledujeme, je jejich těsnost (resp. netěsnost), a to v požadované třídě a kvalitě. Zde čelíme ještě větší výzvě, než u první skupiny (test hybnosti), neboť detekovat netěsnost armatury „on-line“ v uzavřeném potrubním okruhu je skutečně složité. Netěsnost armatury nás trápí ze dvou primárních důvodů. Prvním důvodem je, že armatura neplní svou funkci a médium se přes ni dostává dál do části, kam by se dostávat nemělo. Toto může mít větší či menší dopady na provoz jednotky, v kritických případech to vede až k odstavení, v lepších případech ke ztrátě účinnosti. Druhým důvodem, proč nás netěsnost armatury zajímá, je skutečnost, že indikuje defekt trimu, což může být důsledkem nechtěných fenoménů jako je kavitace, nadměrná eroze apod. Tedy detekce i malé netěsnosti nám může pomoci diagnostikovat závažnější problém a můžeme v předstihu přijmout opatření, než dojde k havarijní situaci. Pro detekci netěsnosti, kterou nemůžeme explicitně změřit, nám slouží vnější projevy armatury. Těmito vnějšími projevy jsou zejména šíření teploty a hluku. Teplotu a hluk jsme schopni měřit z okolí armatury, a tudíž jsme schopni získat řadu cenných diagnostických informací za provozu. Čelíme zde řadě omezení, jako jsou izolace armatur a potrubí, celkový hluk jednotky, nedostupnost armatur apod. Nelze tedy tvrdit, že těmito metodami dokážeme detekovat všechny pozice a média, ale velkou řadu aplikací ano. Zejména v oblasti páry, horké vody (i flashující) a stlačených plynů můžeme dosáhnout velmi průkazných výsledků.
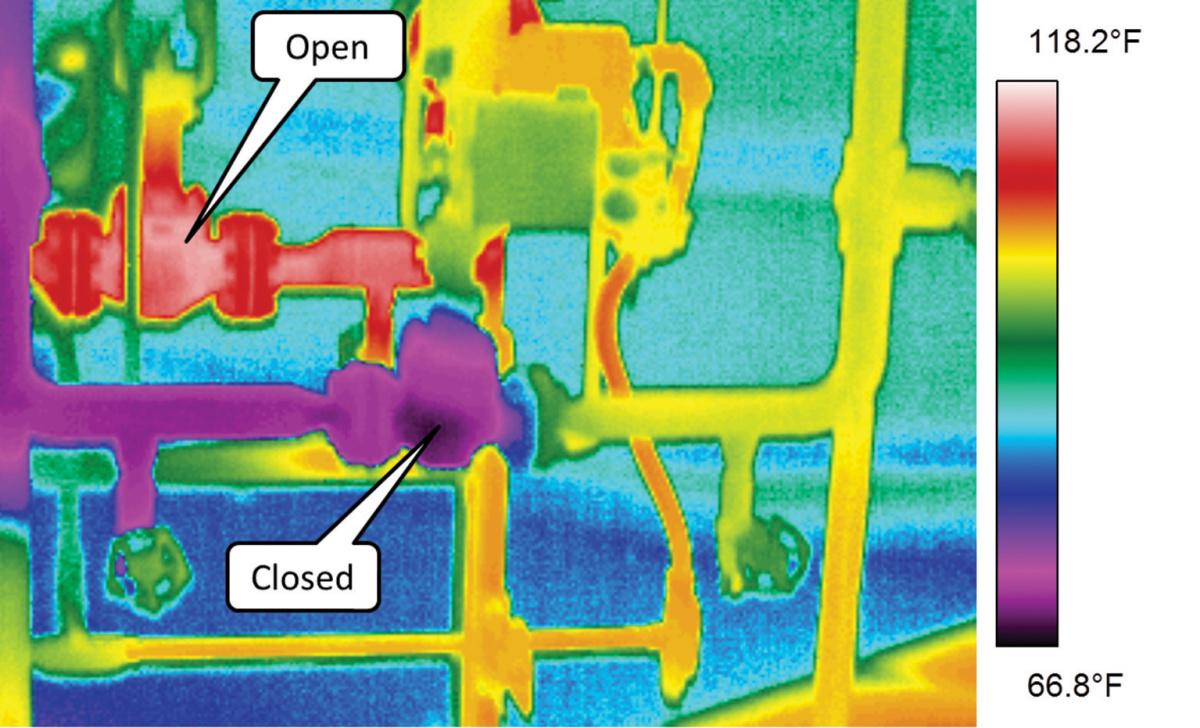
Termokamery – v oblasti termokamer se můžeme setkat s řadou provedení a velkým rozpětím cenové úrovně. Pro detekci šíření tepla v potrubních systémech se používají přenosné termokamery s teplotní citlivostí 0,1 °C, rozsahem teplot až do 550 °C s termografem. V průmyslu nacházejí tyto termokamery uplatnění především pro možnost měření vysokých teplot, vysoké rozlišení a skvělou teplotní citlivost. Kamery mají vysoký stupeň krytí a vyhovují tak provozu v nejnáročnějších podmínkách průmyslového provozu. Na obr. č 8 a 9 vidíme reprezentativní výsledky měření (databáze Infrared Training Center®), kde lze rozeznat, jak se „teplotně“ chová otevřená či zavřená armatura, či jak lze detekovat netěsnost pojistného ventilu.
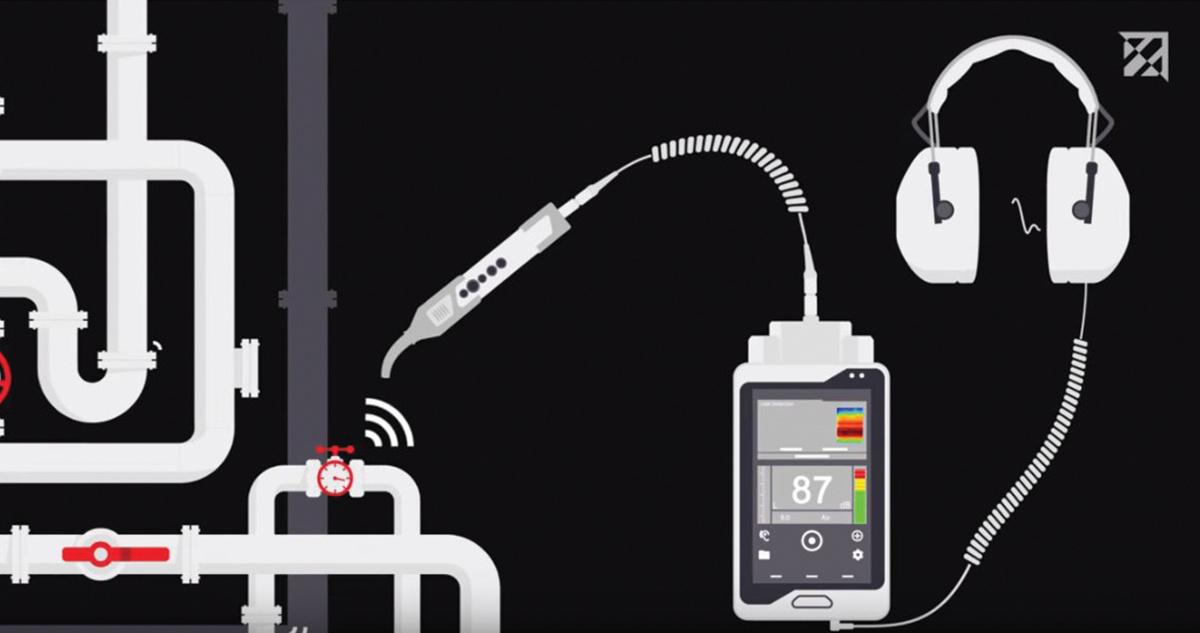
Ultrazvuková detekce – současné přenosné digitální ultrazvukové přístroje slouží k rychlé, spolehlivé a levné detekci netěsností v průmyslových technologiích s tlakovými plynnými médii (vzduch, pára, zemní plyn, atd.). Použití na kapalných médiích je problematičtější, nicméně i zde existují reference (flashující voda na odluhu z kotle apod.). Princip měření je v zásadě jednoduchý. Pokud je armatura uzavřená a netěsná, dochází u plynných médií při průchodu defektem těsnící plochy (vrypy, škrábance, eroze) k enormní expanzi (v závislosti na delta P před a za ventilem), médium zde dosahuje až sonické rychlosti, a to přirozeně generuje zvýšený aerodynamický hluk, který je možno zaznamenat ultrazvukovou sondou. Překážkou nám zde samozřejmě je tloušťka potrubí a zejména tepelná izolace. Proto se u izolovaných potrubí vyvrtávají do izolace trvalé otvory pro vložení sondy. Tyto malé otvory nemají žádný vliv na celkovou funkčnost izolace a umožňují přístup sondy až k povrchu potrubí těsně za ventilem a detekci i relativně malých úniků. U kapalných médií je detekce netěsnosti ultrazvukem složitější, neboť velmi často kapalné médium při průchodu defektem těsnící plochy negeneruje žádný hluk. Výjimkou můžou být situace kdy dochází ke kavitaci, která generuje zvýšený hydrodynamický hluk a zejména flashující kapalina, kdy se uvnitř armatury mění fáze média a vystupující plynná fáze (pára) generuje díky své expanzi a vysoké rychlosti hluk, který je zaznamenatelný ultrazvukovou sondou.
Popsal jsem zde dva často užívané „smart“ způsoby pro obecnou detekci netěsnosti armatur. Tento výčet samozřejmě není vyčerpávající. Existují typy armatur, jako jsou například kulové kohouty s koulí na čepu a konstrukcí Double Block & Bleed, které mají již zabudované konstrukční řešení pro „manuální“ detekci netěsnosti. Každopádně detekce netěsnosti „on-line“ je poměrně složitý diagnostický úkon, jenž vyžaduje znalost konstrukčních provedení armatur, znalost technologie a technologických dat (médium, tlak, teplota apod.) a zkušenosti s používanými diagnostickými zařízeními. Je ideální volit kombinaci měření a vzájemně výsledky porovnávat a podrobovat evaluaci.
Databáze údržby
Výše uvedené způsoby představují moderní diagnostické metody sloužící k predikativní „on-site & on-line“ diagnostice armatur, nicméně, samy o sobě představují pouze „třešinku na dortu“. To, co všechny metody spojuje a co jim dává evaluační sílu, je dlouhodobé sledování a možnost rychlého a efektivního porovnávání historických dat. Skutečně efektivní predikativní údržba představuje dlouhodobou, systematickou a pečlivou práci v oblasti zaznamenávání proběhlých testů do databáze. V oblasti Asset Managementu existuje celá řada komplexních softwarových řešení, umožňující vedení řady prvků od čerpadel, přes armatury až po tlakové spínače. Výhodou těchto řešení je komplexnost, kdy vše je na jednom místě, nevýhodou je přílišná obecnost, která neumožňuje práci s detaily typickými např. pouze a jen pro armatury. Autor textu v této oblasti preferuje vedení databáze údržby v jednoúčelových řešeních určených pro armatury. Pouze takováto řešení efektivně rozeznávají nuance mezi uzavírací, regulační či pojistnou armaturou. Tomu odpovídají i výstupy jako protokoly, analytické nástroje apod. Profesionální softwarová řešení pro údržbu armatur, jako je ValvKeep od firmy Baher Hughes (VK Cloud), přináší uživateli snadné a intuitivní ovládání a efektivní práci s daty. Zaznamenává po celou dobu života armatury jednotlivé záznamy údržby, dodávky náhradních dílů, fotografie, protokoly atd. To vše v digitální databázové formě umožňující filtrování, třídění a analýzu. Moderní a digitální zpracování dat údržby je nutnou podmínkou dosažení výše zmíněné nové úrovně shrnuté pod termínem Údržba 4.0.
Závěr
V tomto textu jsme se snažili prezentovat některé moderní digitální metody testování armatur za provozu. Přestože výčet není a ani nemůže být kompletní, je důležité pochopení současného trendu, kdy se více a více kontrola armatur přesunuje z dílny přímo na pozici. Detekovat závady během rozebrání na dílně v průběhu odstávky je již pozdě. Cílem moderní predikativní údržby je mít ucelený přehled o „zdraví“ armatur v průběhu celého cyklu a detekovat vznik závad již v zárodku a během provozu.
Mgr. Jiří Beneš
Moravia Systems a.s.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}