
 JE Temelín (zdroj: Pixabay.com)
JE Temelín (zdroj: Pixabay.com)
1. Úvod
Neustálý vývoj progresivních materiálů nám umožňuje zvyšovat provozní parametry energetických i chemických zařízení. Plánovanou dostavbou nových jaderných bloků v Dukovanech a Temelíně, výstavbou nových paroplynových, případně kogeneračních jednotek, modernizací stávajících provozů dochází k zajištění zdrojů energie, které by měly být z hlediska nákladů příznivější a ekologičtější.
Chemická a tepelně-energetická zařízení patří mezi nejnáročnější technologické celky ve strojírenství, a to především z hlediska jejich projekce, konstrukce, technologie zpracování, výrobě a provozu. U nových vysokoparametrických provozů lze očekávat ještě vyšší nároky, které by měly zabránit výskytu poruch a rizik havárií. Znalost a porozumění degradačních mechanismů materiálů a jejich spojů je důležité pro rozvoj metod hodnocení zbytkové životnosti technologických celků.
Používání korozivzdorných Cr-Ni stabilizovaných ocelí v jaderné energetice PWR reaktorů je standardní. Vývoj nových generací reaktorů vede k aplikaci korozně odolnějších Ni slitin. V klasických elektrárnách prvotním degradačním procesem materiálu zůstává creepové poškození a prvotní sledovanou materiálovou vlastností žáropevnost. Zkušenost z přestavby elektrárny Tušimice II (ETU II) však vede k přehodnocení systému analýzy rizik. Prvotní příčinou poškození se stává exfoliace – korozní forma poškození vnitřních povrchů potrubních systémů, vznikající za vysokých teplot.
U náročných konstrukcí, které jsou zhotoveny z řady různých materiálů, je nutnost řešit jejich napojení. Existuje mnoho konstrukčních způsobů jak tento problém řešit, ale zatím nejběžnějším způsobem je svařování. V klasických energetických provozech patří mezi rizikové, svarové spoje, které vznikli např. mezi parovodním potrubím, přehříváky a napojení výstupu membránových stěn (kotlové trubky). U jaderných elektráren patří mezi rizikové tzv. připojovací svary jednotlivých komponent, zde se často nevyhneme spojení dvou chemicky rozdílných materiálu (rozdílných bází) a tím tedy vzniklého heterogenního svarového spoje (HSS). Vzniklé heterogenní svary pak bývají nejsledovanějšími místy.
2. Heterogenní svarové spoje
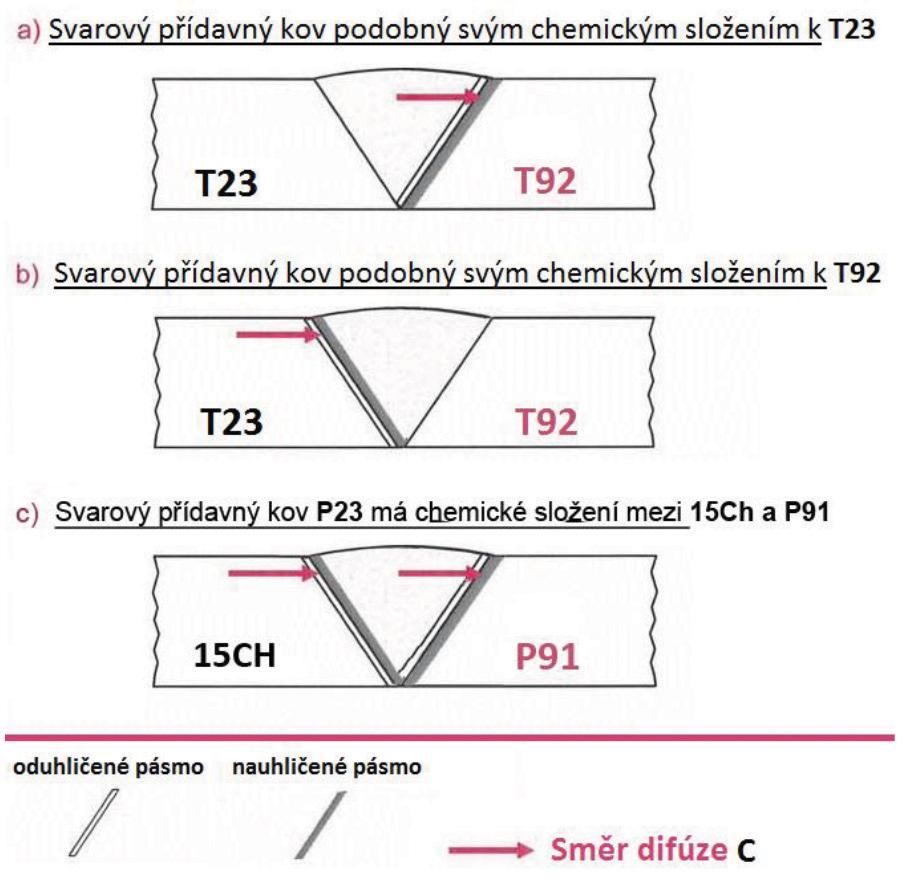
Tento typ svarových spojů vzniká spojením různých materiálu, které mají odlišné chemické složení. Rozdílné provozní podmínky (změny teploty, tlaku, koroze atd.) u náročných konstrukcí zhotovených z řady různých materiálu nutí realizační tým vyřešit jejich napojení. Hlavním problémem heterogenních spojů je nejčastěji kombinace jakostních uhlíkových, nízkolegovaných ocelí s vysokolegovanými materiály. Difúzní procesy, které probíhají díky rozdílnému chemickému složení svařovaných ocelí a svarového kovu (tedy především redistribuce intersticiálních prvků, hlavně uhlíku a dusíku, případně vodíku), zapříčiňují snížení strukturní stability svarových spojů. Praktické řešení difúzních pásem heterogenních svarů uvádí následné schéma Obr. 1, svařování bainitické struktury oceli T23 (2,25Cr-0,3Mo-1,6W-V-Nb) s martenzitickou T92 (9Cr-0,5Mo-1,8W-V- Nb) [1]. V podstatě k napojení dvou ocelí, např. nízkolegovaná ocel T23 a výše legovaná ocel T92, lze přistupovat použitím svarového kovu, který je podobný svým chemickým složením základnímu materiálu T23 nebo T92 (viz Obr. 1 - a, b), kde difúzní aktivní oblast je jen jedna, a to na rozhraní chemického gradientu legujících prvků, převážně chromu. Dalším možným přístupem je použití svarového kovu, který má obsah legujícího chrómu mezi chemickým gradientem chromu v základních ocelích (viz Obr. 1 - c), kde vznikají dvě difúzně aktivní oblasti, které rozdělují chemický gradient mezi základními ocelemi na dva menší intervaly [1].
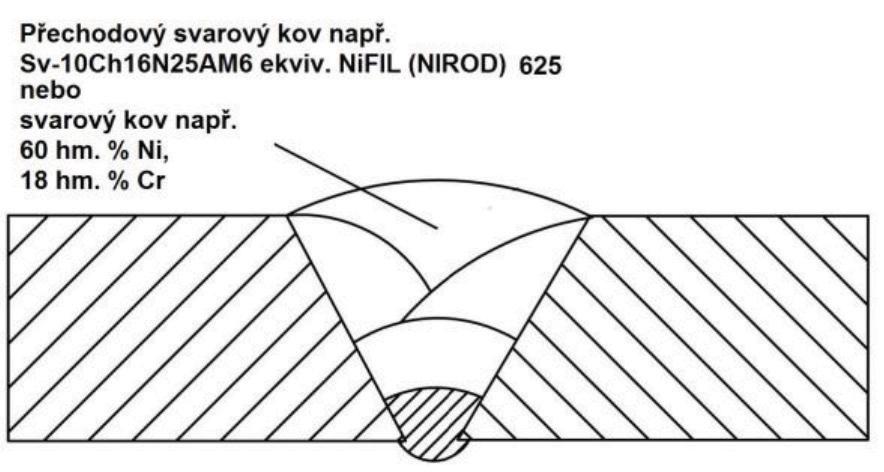
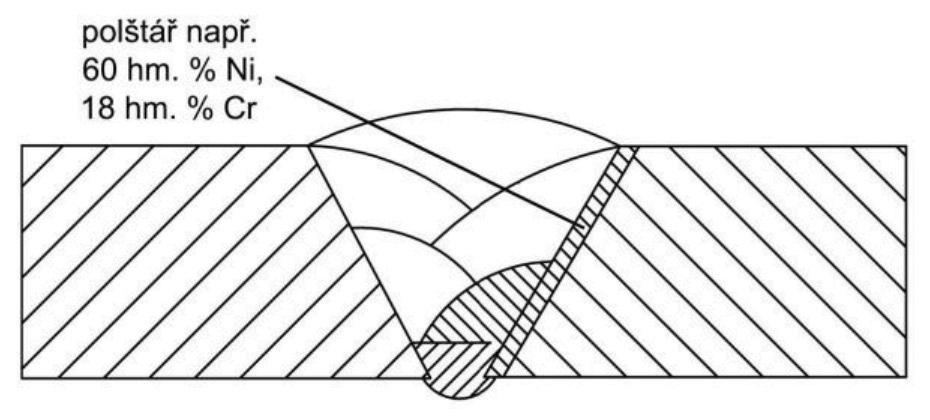
V praxi se často sekáváme s napojením austenitických ocelí s feritickými, feriticko- perlitickými, bainititckými a martenzitickými, kde se často volí použití přechodového svarového kovu, nebo svarového kovu na bázi niklu, kterým se svaří oba základní materiály (viz Obr. 2) nebo se využívá metody „polštářování“, tedy navaření svarového kovu protidifúzní bariéry na bázi niklu na straně základního materiálu, na kterém by vznikala oblast nauhličení (viz Obr. 3) [1].
2.1. Degradace heterogenních svarových spojů
Hlavní příčiny degradace vlastností svarových spojů jsou spojeny s mechanismy:
- redistribuce uhlíku - tvorba nauhličených a oduhličených zón spoje. S tím souvisí změny mechanických, fyzikálních, korozních a jiných vlastností spoje, např. nárůst pevnosti, tvrdosti s poklesem vrubové houževnatosti nauhličených zón nebo se snížením pevnosti oduhličených zón. Tento termodynamický proces muže být urychlován následným tepelným zpracováním po svaření a provozem za zvýšených teplot,
- plastické deformace - v případě vyčerpání plasticity dochází k iniciaci trhlin,
- koroznímu napadení – vlivem rozdílného elektrochemického potencionálu základních materiálů, a také svarového kovu spolu s působením provozního média za zvýšených teplot často dochází ke koroznímu napadení méně ušlechtilého (méně legovaného) základního materiálu. U jakostních uhlíkových ocelí se nejčastěji setkáme se zvýšeným výskytem korozních důlků na straně přítomnosti provozovaného média dále také s anodickým rozpouštěním feritického materiálu.
V mnoha případech jde o kombinaci několika degradačních mechanismů za působení okolí (provozní mediu, teplota, tlak, vnější namáhání, atd.), a proto k řešení HSS nelze přistupovat obecně.
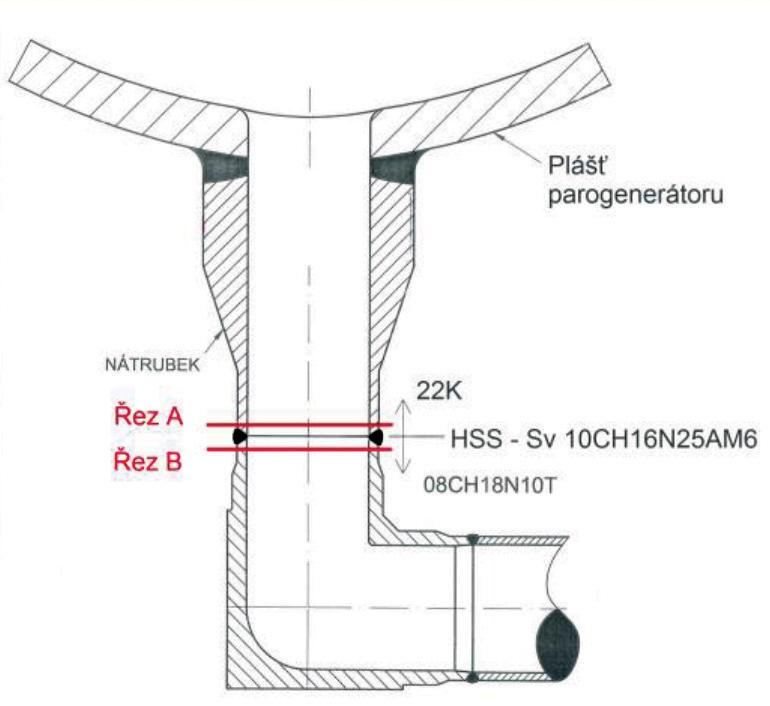
3. Heterogenní svarový spoj 22K - 08CH18N10T
Jakostní uhlíková ocel 22K (ekvivalentní značení dle DIN 20Mn5) je feriticko-perlitická ocel, která je použitá na tlakovou nádobu parogenerátoru, dále se také používá např. pro tlakovou nádobu kompenzátoru objemu.
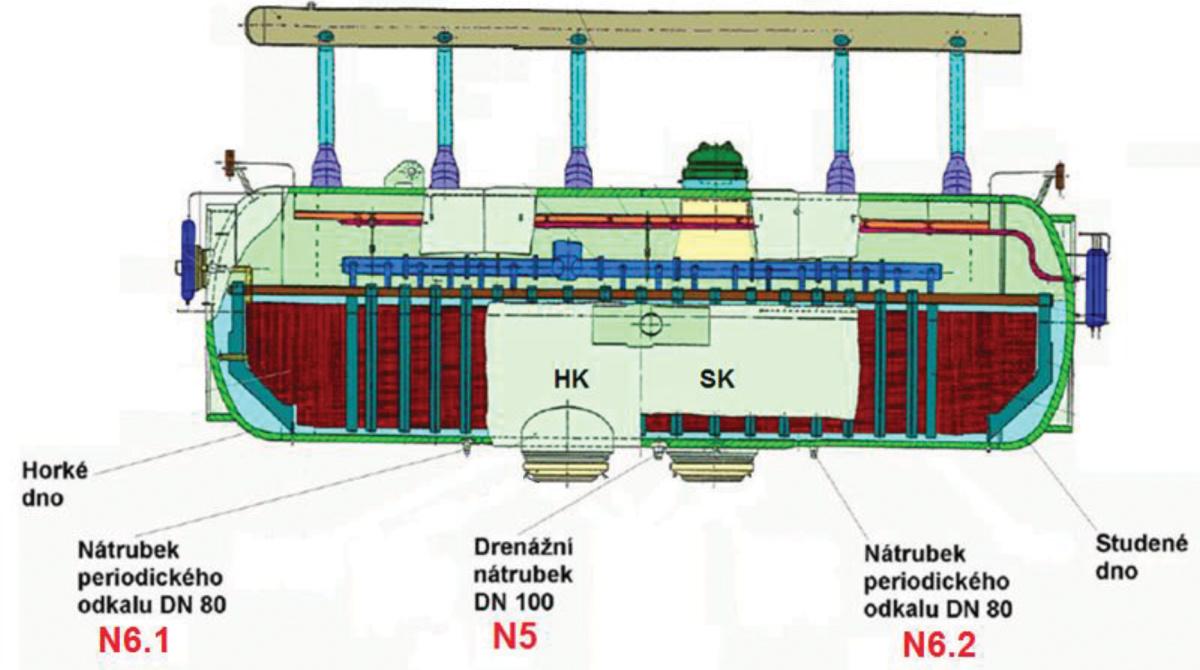
Heterogenní svarový spoj, o kterém článek pojednává, se nachází na systému RY – periodický odkal, nátrubek N6 (N6.1 - horké dno, N6.2 – studené dno) a drenáže parogenerátoru, nátrubek N5 (viz Obr. 4). Tyto připojení složí k vodochemickému režimu sekundárního okruhu parogenerátoru a k jeho vypouštění. Periodický odkal se používá pravidelně (periodicky) k odvodu pevných částic a koncentrací solí ze spodní části parogenerátoru. Odvod tohoto média z parogenerátoru se realizuje systémem potrubí z austenitické oceli 08Ch18N10T [2].
Spojením těchto dvou rozdílných ocelí bylo realizováno přechodovým přídavným materiálem Sv-10Ch16N25AM6. Porovnání předepsaného rozsahu chemického složení ocelí a přídavného materiálu je uvedeno v Tab. 1. Pro měření chemického složení ocelí a přídavného materiálu byl využit stolní jiskrový optický emisní spektrometr Q4 Tasman spolu se spalovacím elementárním analyzátorem G4 Icarus pro přesné stanovení obsahu uhlíku a síry.
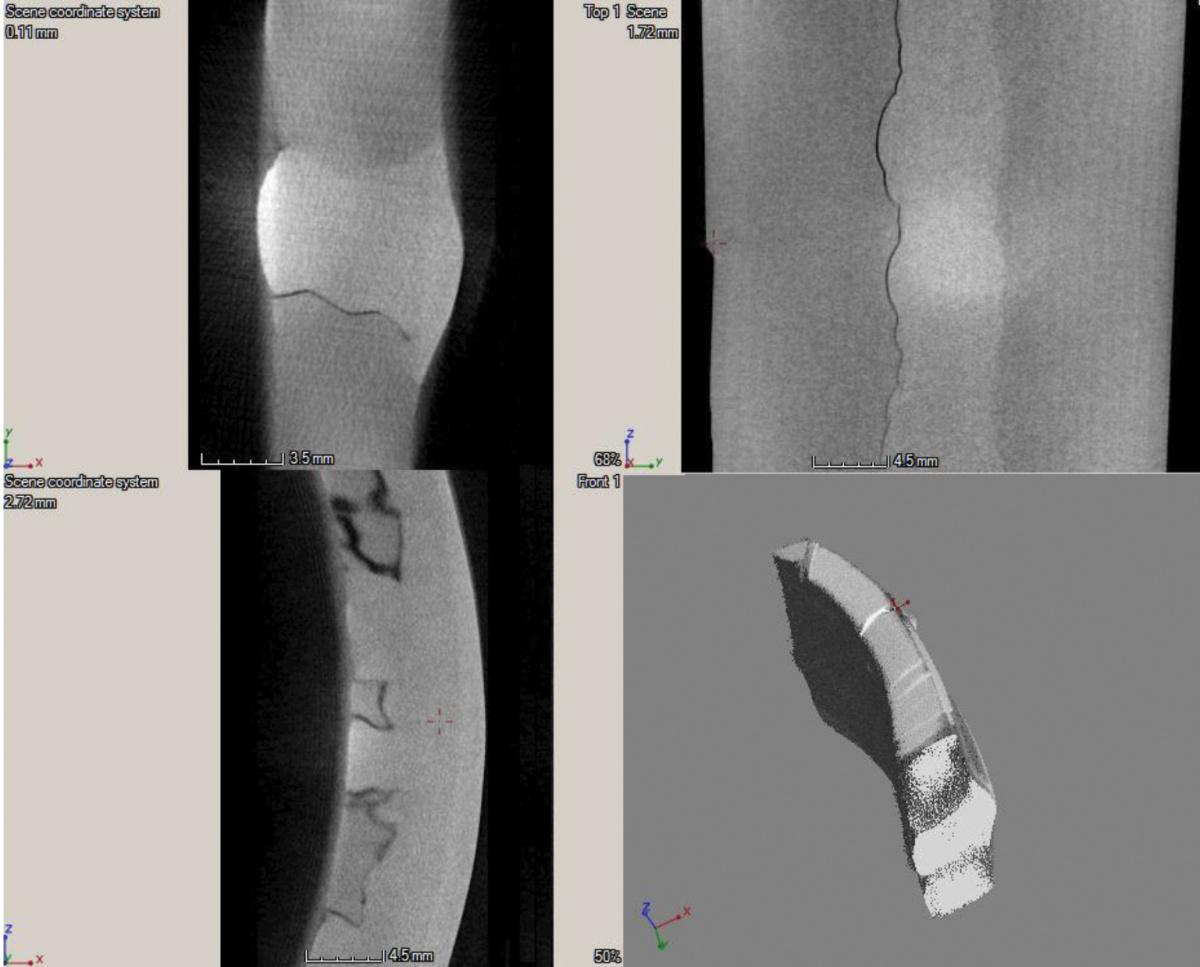
Vyjmuté HSS (viz Obr. 5. – místo odběru) jsou v rámci experimentálního programu zkoumány pro nalezení kořenové příčiny porušení. Pro přesnou lokalizaci a velikost jednotlivých vad byla využita CT- tomografie (viz Obr. 6). Na uvedeném přikladu je viditelná trhlina a její šíření v blízkosti linie ztavení. Po přesném zmapování vad byly HSS podrobeny metalografickému rozboru s využitím světelné i elektronové mikroskopie. Následně rizikové místa byly doplněny o liniovou chemickou analýzou a průběhem mikrotvrdosti. Na každém HSS byl zaveden systém obvodového měřítka pro jasnou interpretaci.
3.1. Metalografické posouzení
Na základě CT-tomografie byl navržen rozřezový plán na jednotlivé segmenty a dále jednotlivé vzorky. Na detailu trhliny (viz obr. 7), která se šířila převážně ve svarovém kovu v blízkosti linie ztavení (oceli 22K - svarový kov Sv-10Ch16N25AM6. Vzhledem k tomu, že na lících trhliny nebyly nalezeny striace ani postupové čáry, byl únavový mechanismus vyloučen.
V materiálu svarového kovu docházelo podél magistrální trhliny k častému vzniku sekundárních interkrystalických trhlin. V blízkosti ústí trhliny byly na vnitřním povrchu nátrubku z materiálu 22K korozní důlky.
3.2. Analýza chemického složení
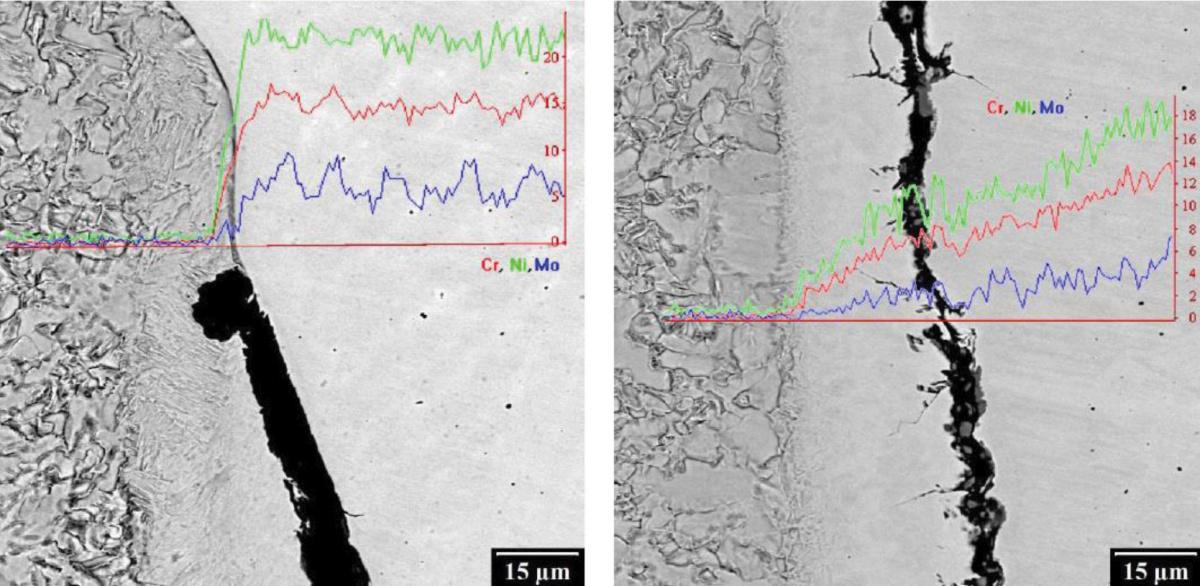
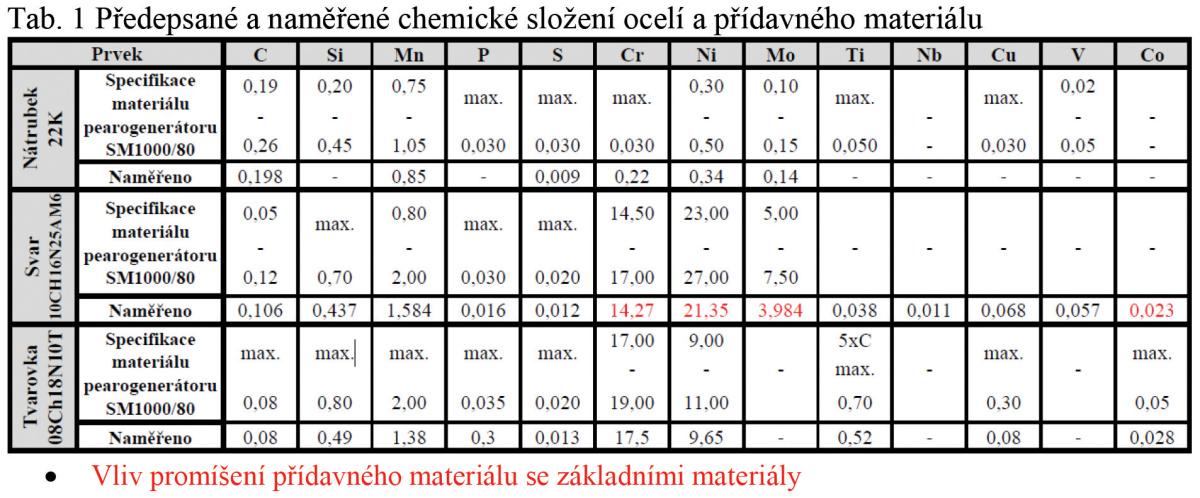
Pomocí EDS liniové analýzy bylo na výbrusech prokázáno (viz obr. 8), že změny mikrostruktury svarového kovu směrem od rozhraní se základním materiálem jsou provázány poměrně výraznými změnami obsahu hlavních legujících prvků. Z výsledku je patrné, že při procesu tvorby svarového spoje lokálně docházelo k různě rychlému ztuhnutí svarového kovu, čemuž pak odpovídá i gradient obsahu legujících prvků.
4. Závěr
Vzhledem k stále probíhajícímu experimentálnímu programu nelze v tuto chvíli jednoznačně stanovit kořenovou příčinu porušení HSS na systému RY. Hlavními poznatky vyplývající z výsledku lze shrnout do následujících bodů [3]:
- Na vnitřním povrchu stěny nátrubku z oceli 22K byla nalezena souvislá vrstva korozních produktů, lokálně byly pozorovány i korozní puchýře. Dále bylo možné na povrchu stěny nátrubku ze základního materiálu 22K pozorovat korozní důlky. V některých případech zasahovaly tyto důlky až ke hraně svarového spoje. Defekty vytvořené korozí základního materiálu mohou přitom působit jako iniciační vruby pro vznik trhlin.
- Rozbor mikrostruktury materiálu prokázal nehomogenitu mikrostruktury i chemického složení podél rozhraní základní materiál - svarový kov i ve vlastní linii ztavení.
- Lokální elektronová mikroanalýza prokázala, že změny mikrostruktury směrem od rozhraní se základním materiálem jsou provázeny poměrně výraznými změnami obsahu hlavních legujících prvků.
- Trhlina se nešířila podél rozhraní základní materiál - svarový kov. Mezi trhlinou a základním materiálem 22K byly nalezeny zbytky svarového kovu (tj. trhlina se šířila podél resp. vedle linie ztavení).
- Fraktografická analýza vzorku s „průchozí“ trhlinou i vzorků, u kterých nebyla porušena celá tloušťka stěny nátrubku, prokázala, že šíření trhliny probíhalo převážně mechanismem interkrystalické dekoheze.
- Na lomových plochách nebyly nalezeny žádné znaky (striace, postupové čáry atd.), které by prokazovaly podíl únavových mechanismů na rozvoji trhliny v HSS.
5. Literatura
[1] DUCHÁČEK, P.: Heterogenní svarové spoje nových žáropevných ocelí pro vysokoparametrické elektrárny. [Diplomová práce], FS ČVUT v Praze, 2013
[2] DUCHÁČEK, P.: Experimentální program na odřezaném vzorku s vadou z heterogenního svarového spoje č. 305 na nátrubku N5 potrubní trasy 2RY31Z01 na 2.HVB. [Zpráva ČEZ SK zvláštní procesy a TK strojní JE], Temelín, září 2016.
[3] SIEGL, J. – HAUŠILD, P. a kol.: Analýza poruchy heterogenního svarového spoje č. 305 na nátrubku N5 PG1 2.HVB ETE. Výzkumná zpráva V-KMAT-990/16, 2016.
Ing. Petr Ducháček
SK zvláštní procesy a TK strojní JE
JE Temelín
doc. Ing. Jiří Janovec, CSc.
Ing. Michal Junek
Ústav materiálového inženýrství
Strojní fakulta, ČVUT v Praze















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}